Заливка парных опок на конвейере имеет те недостатки, что вследствие горизонтального расположения опок загружается непроизводительно площадь конвейера, из-за прерывистого литья проливается много металла, и самая заливка неудобна.
Предлагаемым изобретением имеется в виду устранить эти недостатки путем вертикального расположения опок на конвейере и вытекающего отсюда способа непрерывной заливки.
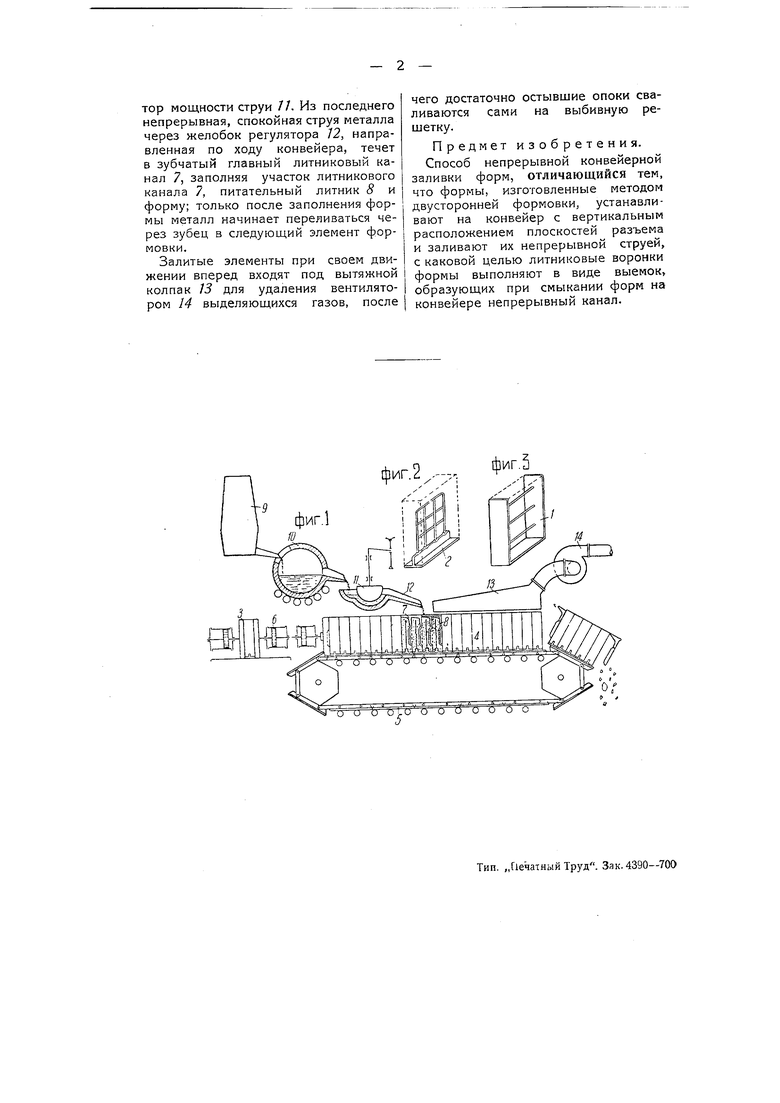
На чертеже фиг. 1 представляет общий вид установки непрерывной конвейерной заливки; фиг. 2-каркасную дощечку; фиг. 3-полуопоку.
Формовка производится на специальной пневматической, двойного действия, горизонтальной формовочной машине 3, причем вместо обыкновенных опок применяются каркасная дощечка 2 или полуопока /. Заформованный на одной каркасной дощечке 2 элемент формовки 4 имеет вертикальные плоскости разъема с негативными отпечатками отливаемого изделия. При этом с одной стороны элемента получается верхний профиль, а с другой стороны-нижний профиль
изделия. Заформованный на каркасной дощечке элемент 4, сохраняя вертикальное положение, передвигается со стола формовочной машины на пластинчатый конвейер 5, располагаясь длинной стороной поперек конвейера. Специальным пневматическим движком 6 элемент 4 подвигается вдоль оси конвейера до соприкосновения со стыковой поверхностью ранее установленного элемента формовки, после чего движок 6 продолжает нажимать до тех пор, пока конвейер весь не подвинется на толщину одного элемента, освободив таким образом, место для установки следующего элемента.
При формовке на верхней грани элемента отформовывается участок главного канала 7 литника, имеющего форму разрезанного по оси усеченного конуса и соединяющегося с отпечатком изделия тонким питательным литником 8. На поверхности всех форй по длине получается непрерывный зубчатый литниковый канал. Жидкий металл льется непрерывной струей из доменной печи или вагранки 9 в миксер W и далее в регулятор мощности струи 7/. Из последнего непрерывная, спокойная струя металла через желобок регулятора 72, направленная по ходу конвейера, течет в зубчатый главный литниковый канал 7, заполняя участок литникового канала 7, питательный литник 8 и форму; только после заполнения формы металл начинает переливаться через зубец в следующий элемент формовки.
Залитые элементы при своем движении вперед входят под вытяжной колпак 75 для удаления вентилятором 14 выделяющихся газов, после
чего достаточно остывшие опоки сваливаются сами на выбивную решетку.
Предмет изобретения. Способ непрерывной конвейерной заливки форм, отличающийся тем, что формы, изготовленные методом двусторонней формовки, устанавливают на конвейер с вертикальным расположением плоскостей разъема и заливают их непрерывной струей, с каковой целью литниковые воронки формы выполняют в виде выемок, образующих при смыкании форм на конвейере непрерывный канал.
| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельная формовочная машина | 1938 |
|
SU56918A1 |
| Конвейерная машина для непрерывной разливки стали в слитки | 1940 |
|
SU66397A1 |
| Машина для непрерывной разливки стали | 1937 |
|
SU55188A1 |
| УСТАНОВКА ДЛЯ МАССОВОЙ ОТЛИВКИ В ПОСТОЯННЫЕ ФОРМЫ | 1933 |
|
SU36613A1 |
| Способ отливки фасонных изделий на конвейерных машинах для отливки непрерывного слитка | 1946 |
|
SU68630A1 |
| Машина для непрерывной отливки изделий | 1957 |
|
SU116666A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Способ формовки стаканообразных изделий | 1944 |
|
SU66103A1 |
| Конвейерное формовочное устройство | 1933 |
|
SU40522A1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
фиг.2/-,.. фиг. I
