1
Изобрегение относится к области черной Металлургии и может быть использовано для огливки слитков.
Известна изложница для отливки слитков, имеющая фаску по периметру внутренней по- лости, выполненную на расстоянии О,45-0,6О высоты внутренней полости от верхнего ереза tl.
Недостатком известной изложницы является то, что фаски на О,45-О,6О высоты внутренней полости не исключает возможности образования поперечных и продольных трещин при усадке. Учитывая также то, что зона развития сетки разгара совпада- ет с расположением фаски, последняя в процессе эксплуатации значительно искажается, что приводит к резкому увеличению поверхностных дефектов. Кроме того, при транспортировке слитков высту1П)1 от фасок бьются .о рольганги, а при прокатке возникают дефекты заготовки в виде плены или заката.
Целью изобретения является уменьшение поверхностных де(1)ектов усадочного происхождения на поверхности слитков.
Достигается это тем, что зона с увеличенной конусностью выполнена порядка 1О,О20,0%, а проекция образующей зоны с увеличенной конусностью на горизонтальную плоскость составляет 0,О6-О,015 расстояния между противоположными гранями на высоте перехода зоны с конусностью О,1-2,О% в зону с увеличенной конусностью со стороны нижнего торца изложницы.
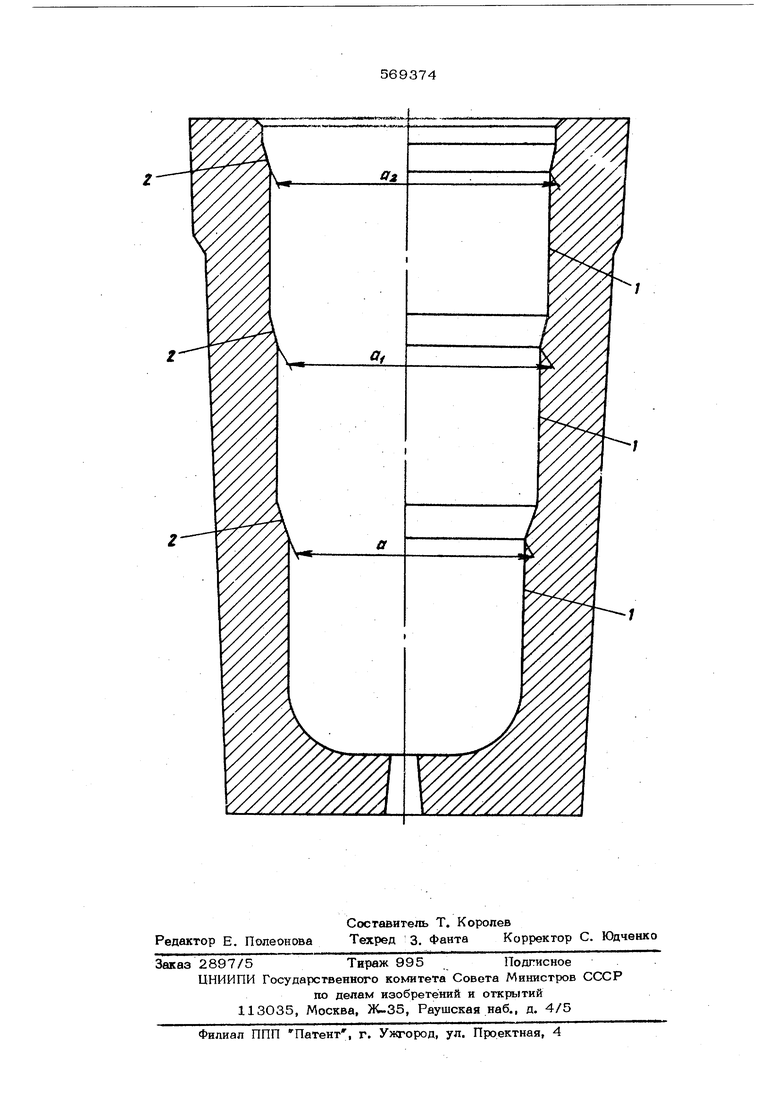
На чертеже изображена изложница, разрез.
Изложница имеет на рабочей поверхности зоны 1 с уменьшенной конусностью и зоны 2 с увеличенной конусностью.
Зона с увел;-14енной конусностью (порядка 1О,О-20,0%) создает сосредоточенное торможение вертикальной усадке слитка. Нижний предел (10,0%) объясняется тем, с что при меньшем его значении протяженност зокь: с увеличенной конусностью значительно возрастает, что приводит к возкикнов&нню дефектов на поверхности контакта слитка с этой зоной. При конусности более 20,0 появляются закаты и плены на заготовке при прокатке.
Нижний предел проекции (0,06) образующей зоны с увеличенной конусностью на го жзонтапьную плоскость выбран при условии зависания слитка на поверхности этих зон. Верхний предел ограничен О,О15 указанного расстояния, так как при большем его значении возрастает общая конусность изложницы и слитка , что снижает производительность обжимного стана.
В первый момент контакта жидкого металла, заполнившего изложницу, с ее стенка
ми по поверхности контакта образуется закристаллизовавшаяся корочка, толщина которой увеличивается с большой скоростью При достижении определенной толщины корочка под действием усадочных напряжений сокращается и отходит от стенок изложницы, образуя газо-воздушный зазор. Закристаллизовавшийся каркас сЛнтка с жидким металлом продол}1 аег контактировать с изложницей в зонах 2 с увеличенной конусностью.
Так как проекция образующих зон с увеличенной конусностью на горизонтальную ппоскосп больше поперечной усадки слитка, последний зависает на поверхностях контакта с ними - происходит сосредоточенное торможение вертикальной усадки слит ka, что приводит к увеличению зазора между слитком и поверхностью изложницы с уменьшенной конусностью. Образовавшийся зазор способствует торможению усадки в вертикальном и горизонтальном направлениях, предотвращая при этом возникновение продольных или поперечных трещин на слитке.
Продолжающийся контакт слитка с изложницей по поверхностям зон с увеличенной конусностью, сокращает продолжительность его кристаллизации и уменьшает степень химической Неоднородности.
Формула изобретения
Изложница для отливки слитков, выполненная уширенной к верху и с гранями, имеющими во внутренней полости переменную конусность по высоте с чередованием зон с конусностью 0,1-2,0% и с увеличенной конусностью, отличающаяся тем, что, с Целью уменьшения поверхностных дефектов усадочного происхождения на поверхности слитков, зона с увеличенной конус:бюстью выполнена порядка 10,О-2О,0%, а проекция образующей зоны с увеличенной конусностью на горизонтальную, плоскость составляет 0,06-0,015 расстояния между противополож рымй гранями на высоте перехода зоны с конусностью 0,1-2,0% в зону с увеличенной конусностью со стороны нижнего торца изложницы.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 325086, кл. В 22 D 7/06, 197О.
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница | 1983 |
|
SU1110539A1 |
| Глуходонная сталеразливочная изложница | 1989 |
|
SU1620204A1 |
| Слиток | 1985 |
|
SU1284651A1 |
| Способ получения полых слитков | 1987 |
|
SU1496911A1 |
| Способ отливки стальных слитков и устройство для его осуществления | 1990 |
|
SU1770039A1 |
| Изложница | 1976 |
|
SU616045A1 |
| Изложница для слитков | 1980 |
|
SU1014636A1 |
| Изложница для слитков | 1973 |
|
SU495144A1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКА, УШИРЕННОГО КНИЗУ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2198763C1 |
| Изложница для отливки слитков | 1981 |
|
SU986581A1 |