1
Изобретение относится к технологическим линиям по непрерывной поточной сборке изделий.
Известен сборочный конвейер, включающий транспортное устройство для перемещения грузонесущих лотков с изделиями, приемные эагрузочно-разгрузочные площадки с подающими механизмами и устройства для адресования грузов 1 .
Недостатком этого устройства является то, что оно не обеспечивает надежную автоматическую доставку лотков с изделиями на рабочие места.
Известен также сборочный конвейер, включающий металлоконструкцию, устройство для автоматического адресования грузонесущих лотков, загрузочно-разгрузочные механизмы с накопителями межоперационного задела 2.
Однако этот конвейер не обеспечивает четкой работы сборочной технологической линии, так как некоторые изделия за время процесса нагреваются и для их охлаждения необходимо увеличить расстояние лотков, что ведет к удорожанию и усложнению всей технологической сборочной линии.
Цель изобретения-увеличение на рабочих местах межоперационного задела изделий без увеличения длины конвейера.
Поставленная цель достигается тем, что звгрузочно-разгрузочные механизмы снабжены транспортерами, установленными на металлоконструкции в зоне рабочего места и выполненными в виде вертикально-замкнутой цепи с
закрепленными на ней с равным шагом кассетами, каждый из которых снабжен подпружиненным упором и пульсирующим приводом в виде силового цилиндра, шток которого связан с подпружиненным упором с возможностью его взаимодействия с цепью транспортера
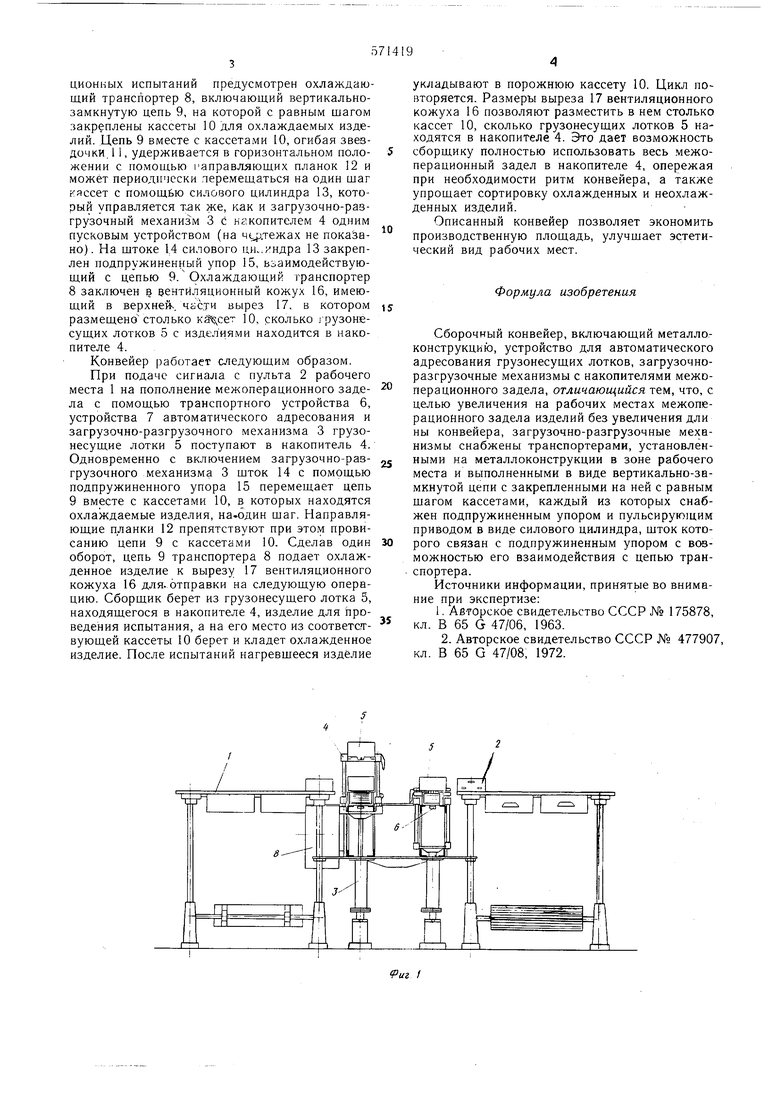
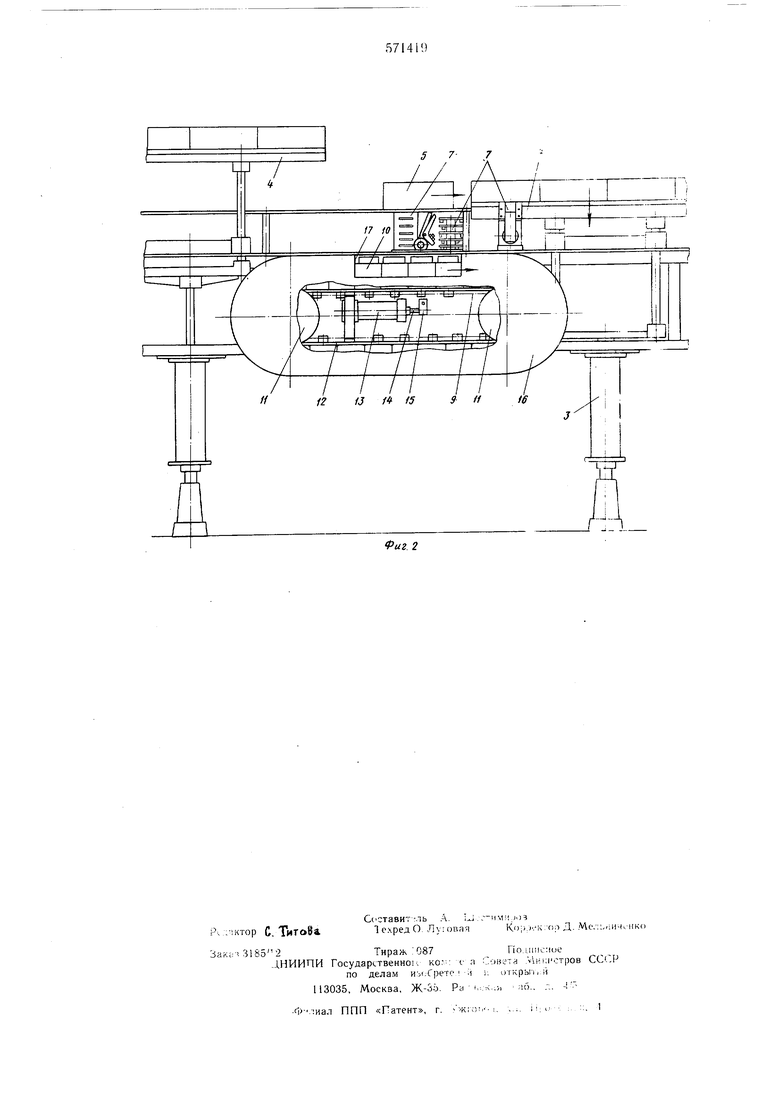
На фиг. 1 изображен предлагаемый конвей- . ер, поперечный разрез; на фиг. 2 - то же, вид сбоку.
Конвейер содержит рабочие места 1 с пультами 2 управления. Для каждого рабочего
места 1 на конвейере предусмотрен загрузочноразгрузочный механизм 3 с накопителем 4, в котором находится постоянное количество грузонесущих лотков 5 с изделиями, образующими межоперационный задел для каждой операции. Грузонесущие лотки 5 с изделиями в различной степени готовности с помощью трансаортного устройства 6, устройства 7 автоматического адресования и загрузочно-разгрузочного механизма могут подаваться в соответствующие накопители 4 рабочих мест 1. Для охлаждения
изделий, нагревающихся в процессе межоперационных испытаний предусмотрен охлаждающий транспортер 8, включающий вертикальнозамкнутую цепь 9, на которой с равным щагом закреплены кассеты 10 для охлаждаемых изделий. Цепь 9 вместе с кассетами 10, огибая звездочки. 11, удерживается в горизонтальном положении с помощью 1аправляющих планок 12 и может периодически перемещаться на один щаг кяссет с помощью силового цилиндра 13, который управляется Тхак же, как и загрузочно-разгрузочный механизм 3 с накопителем 4 одним пусковым устройством (на чср.тежах не покапано). На щтоке 14 силового ци..индра 13 закреплен подпружиненный упор 15, взаимодействующий с цепью 9/Охлаждающий транспортер
8заключен в вентиляционный кожух 16, имеющий в верхней. 4acjH вырез 17, в котором размещено столько кассет 10, сколько рузонесущих лотков 5 с изделиями находится в накопителе 4.
Конвейер работает следующим образом.
При подаче сигнала с пульта 2 рабочего места 1 на пополнение межоперационного задела с помощью транспортного устройства 6, устройства 7 автоматического адресования и загрузочно-разгрузочного механизма 3 грузонесущие лотки 5 поступают в накопитель 4. Одновременно с включением загрузочно-разгрузочного механизма 3 щток 14 с помощью подпружиненного упора 15 перемещает цепь
9вместе с кассетами 10, в которых находятся охлаждаемые изделия, на-один щаг. Направляющие планки 12 препятствуют при этом провисанию цепи 9 с кассетами 10. Сделав один оборот, цепь 9 транспортера 8 подает охлажденное изделие к вырезу 17 вентиляционного кожуха 16 для-отправки на следующую операцию. Сборщик берет из грузонесущего лотка 5, находящегося в накопителе 4, изделие для проведения испытания, а на его место из соответствующей кассеты 10 берет и кладет охлажденное изделие. После испытаний нагревшееся изделие
укладывают в порожнюю кассету 10. Цикл повторяется. Размеры выреза 17 вентиляционного кожуха 16 позволяют разместить в нем столько кассет 10, сколько грузонесущих лотков 5 находятся в накопителе 4. Это дает возможность сборщику полностью использовать весь межоперационный задел в накопителе 4, опережая при необходимости ритм конвейера, а также упрощает сортировку охлажденных и неохлажденных изделий.
Описанный конвейер позволяет экономить производственную площадь, улучщает эстетический вид рабочих мест.
Формула изобретения
Сборочный конвейер, включающий металлоконструкцию, устройство для автоматического адресования грузонесущих лотков, загрузочноразгрузочные механизмы с накопителями межоперационного задела, отличающийся тем, что, с целью увеличения на рабочих местах межоперационного задела изделий без увеличения дли ны конвейера, загрузочно-разгрузочные механизмы снабжены транспортерами, установленными на металлоконструкции в зоне рабочего места и выполненными в виде вертикально-замкнутой цепи с закрепленными на ней с равным щагом кассетами, каждый из которых снабжен подпружиненным упором и пульсирующим приводом в виде силового цилиндра, щток которого связан с подпружиненным упором с возможностью его взаимодействия с цепью транспортера.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 175878, кл. В 65 G 47/06, 1963.
2. Авторское свидетельство СССР № 47790 кл. В 65 G 47/08, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочный конвейер | 1972 |
|
SU477907A1 |
| Устройство для подачи изделий с места их обработки на конвейер | 1971 |
|
SU441214A1 |
| Сборочная ячейка гибкой сборочной спутниковой линии | 1984 |
|
SU1342694A1 |
| ЛИНИЯ МОНТАЖА БУКСОВЫХ УЗЛОВ НА КОЛЕСНЫЕ ПАРЫ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 1991 |
|
RU2078704C1 |
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
| Автоматическая линия для сборки роликов | 1974 |
|
SU676415A1 |
| Кассета для транспортировки книжных блоков | 1983 |
|
SU1181894A1 |
| Шагающий конвейер | 1980 |
|
SU905167A1 |
| Устройство для межоперационного транспортирования и поштучной выдачи изделий | 1983 |
|
SU1167122A1 |
| Сборочная линия | 1983 |
|
SU1121127A1 |
577 / / Л .-И ffl
