Изобретение относится к промышленному транспорту и может быть использовано в сборочных линиях для перемещения спутника с закрепленным на нем изделием.
Известна сборочная линия, содержащая транспортную систему в виде горизонтально замкнутого распределительного конвейера и поперечных транспортирующих устройств, сборочные установки и ручные позиции сборки, загрузочно-разгрузочные позиции, спутники и систему автоматического адресования с адресоноснтелем на спутнике и считывателем перед поперечным транспортирующим устройством, переадресователи на каждой позиции сборки 1 .
Однако каждая рабочая позиция сборки такой линии имеет загрузочное и разгрузочное устройства, что не позволяет организовать поточный метод работы.
Целью изобретения является расщирение технологических возможностей конвейера путем работы каждой позиции независимо от работы соседних познций.
Поставленная цель достигается тем, что сборочная линия, содержащая транспортную снстему в виде горизонтально замкнутого распределительного конвейера и поперечных транспортирующих устройств, сборочные установки и ручнь1е позиции сборки, загрузочно-разгрузочные позиции, спутники и систему автоматического адресования с адресоносителем на спутнике и считывателем перед поперечным транспортирующим устройством, переадресователи на каждой позиции сборки, снабжена расположенными по обе стороны горизонтально замкнутого распределительного конвейера двумя транспортерами и челночными транспортирующими устройствами, расположенными между двумя соседними рабочими позициями сборки и связывающими горизонтально замкнутый распределительный конвейер с транспортерами, при этом поперечные транспортирующие устройства установлены в начале и конце каждого транспортера.
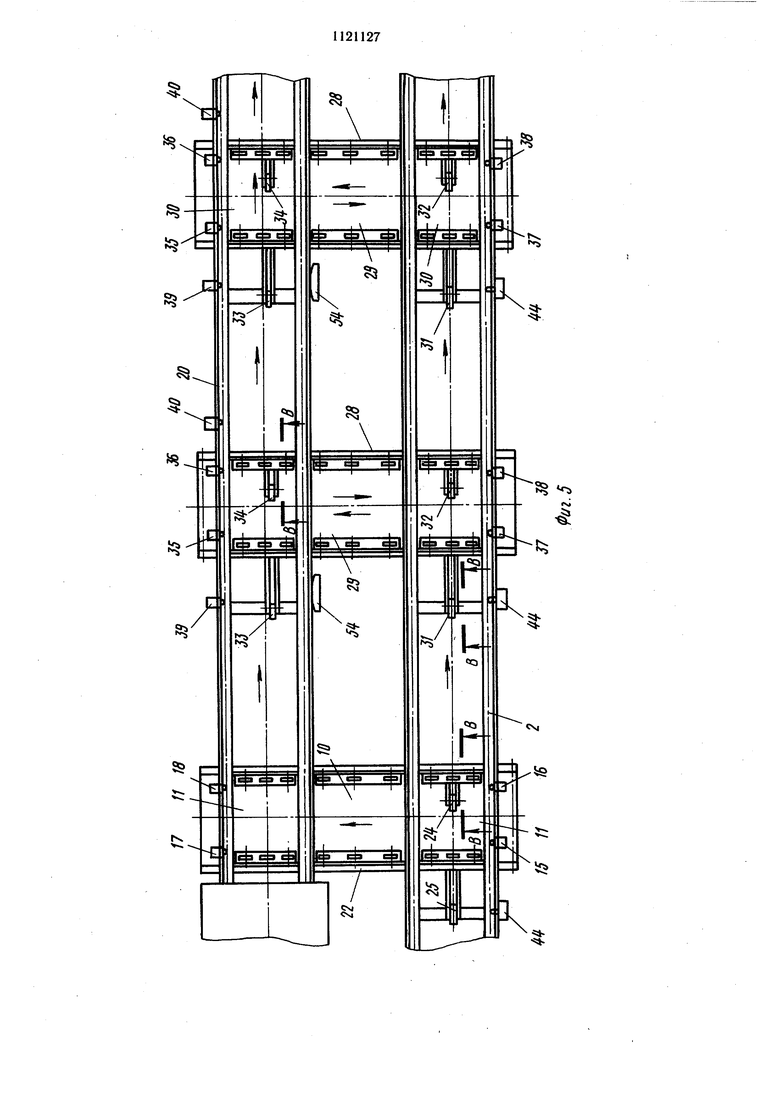
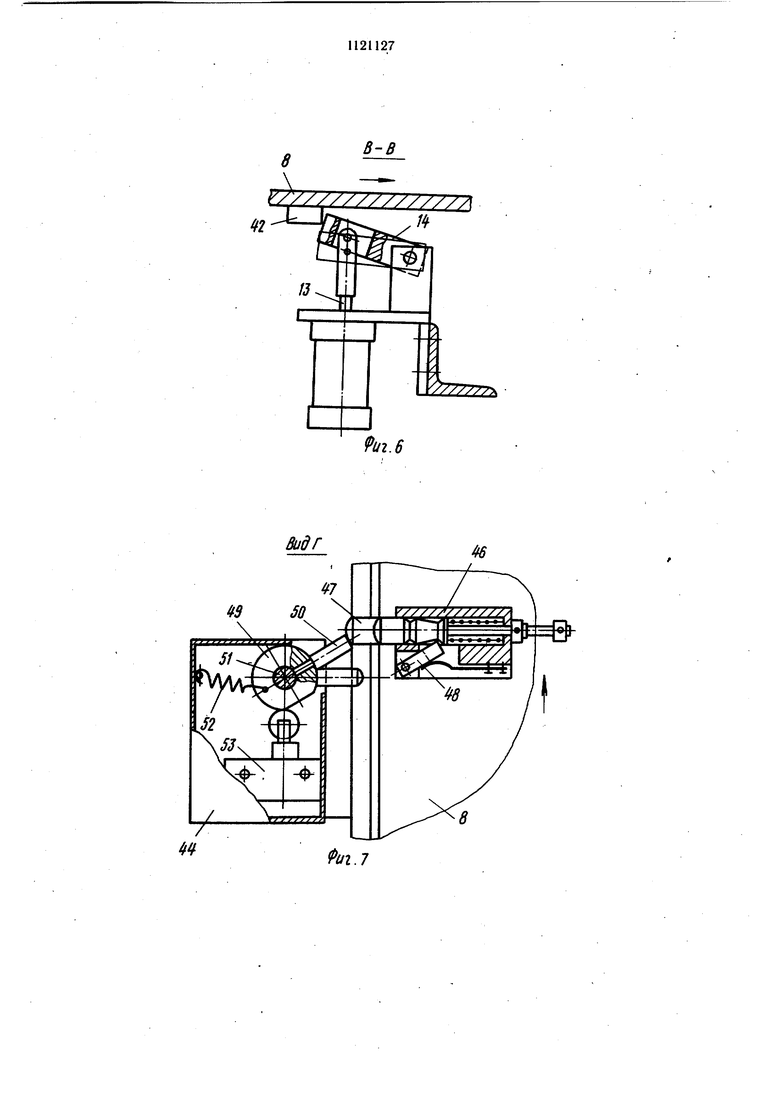
На фиг. 1 показана предлагаемая линия, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - поперечное транспортирующее устройство, вид в плане; на фиг. 5 - вид в плане двух рабочих позиций; на фиг. 6 - разрез В-В на фиг. 5; на фиг. 7 - вид Г на фиг. 3; на фиг. 8 - переадресователь, вид в плане; на фиг. 9 - вид Д на фиг. 8.
Сборочная линия включает горизонтально замкнутый распределительный конвейер 1, содержащий два транспортера 2 и 3. соединенные в начале и конце поперечным транспортирующим устройством 4. Транспортеры 2 и 3, например цепные, включают приводные станции 5 и натяжные станции 6, бесконечные цепи 7, на которых свободно
установлены спутники 8. Цепи 7 скользят по направляющим 9 рамы транспортеров 2 и 3 (фиг. 2). Поперечные транспортирующие устройства 4 (фиг. 1 и 3) выполнены, например, в виде приводного рольганга 10 с подъемными столами 11 с настнлом из роликов 12, которые в исходном положении расположены ниже уровня цепей 7 транспортеров 2 и 3. При входе на поперечное транспортирующее устройство 4 (фиг. 6)
установлен стопор 13, выполненный в виде поворотной собачки 14 с пневмоприводом. На транспортирующем устройстве 4 установлены датчики 15-18 и упор 19 (фнг. 4). По обе стороны распределительного конвейера 1 расположены транспортеры 20 и 21, аналогичны транспортерам 2 и 3, начало и конец каждого транспортера соединены с распределительным конвейером I поперечными транспортнрующими устройствами 22 и 23, аналогичиыми устройству, однако в
устройстве 22 вместо упора 19 на подъемном столе I1 установлен прнводной стопор 24, такой же как стопор 13, а перед поперечным транспортирующим устройством 23 установлен стопор 25. На транспортерах
20 и 21 расположены автоматические и механизированные рабочие позиции 26, например резьбозаворачивающие станки, пресса и т.д., согласно технологической последовательности процесса сборки, и позиции ручной сборки 27 (фиг. 1).
Между соседними рабочими позициями транспортера 20 и группой позиций транспортера 21 установлены челночные транспортные устройства 28, выполненные аналогично устройству 4 в виде приводиого
рольганга 29 с подъемными столами 30 с роликовым настнлом. При входе на челночное устройство со стороны обонх транспортеров 2 и 20 на подъемных столах 30 установлены стопоры 31 - 34 и датчнки 35-38.
Перед стопором 33 установлен датчик 39, а в зоне загрузки второй позиции установлен датчик 40.
Спутники 8 выполнены в виде прямоугольной плиты 41 с элементами для базирования и закрепления изделия. На нижней
поверхности плиты 41 неподвижно закреплен упор 42 (фиг. 2).
Система автоматического адресования (фиг. 7 и 9) выполнена в виде адресоносителя 43 на каждом спутнике 8, считывателей 44, расположенных у каждого поперечно транспортирующего устройства 22, 23 и 28 со стороны входа спутников с распределительного конвейера 1 и щкафа управления 45 (фнг. 1).
Адресоноситель 43 (фиг. 7 и 9), закрепленный на спутнике 8, состоит из корпуса 46 с подпружиненными фигурными штырями 47 и фиксирующей подпружиненной планки 48. Считыватель 44 выполнен в виде цилиндрической втулки 49 со скосами и с закрепленным на ней поводком 50. Втулка 49 Установлена на оси 51 и подпружинена пружиной 52 с возможностью контактирования с микропереключателем 53. Каждая рабочая позиция имеет переадресователь 54, выполненный в виде набора пластин 55 со скосом, установленных на скалках 56. Лнния работает следующим образом. Спутиик 8 свободно установлен на цепи транспортера 2 н взанмодействует за счет силы трения с цепями 7, которые в свою очередь скользят по направляющим 9 рамы транспортера 2. При подходе к поперечному транспортирующему устройству 4 плита 41 нажимает на датчик 15, который подает сигнал на подъем собачки 14 стопора 13. Собачка 14 при помощи пневмоцилиндра поворачивается и становится напротив упора 42 следующего спутника, препятствуя движению его в зону передачи. При дальнейщем движении спутника 8 плита 41 нажимает на датчик 16, упирается в упор 19 и останавлнвается. Датчик 16 подает сигнал на подъем подъемных столов 11. Столы поднимаются, отрывают спутник 8 от цепей 7 и приводиыми роликами 12 транспортируют его на рольганг 10 и дальше - на подъемный стол 11 транспортера 3. Плита 41 нажимает датчики 17 и 18, столы 11 и стопор 13 возвращаются в исходное положение. Спутник 8 становится на цепи 7 транспортера 3 и транспортируется им в обратном направлении, при этом ролики 12 столов 11 опускаются ниже верхней грани цепей 7. На поперечное транспортирующее устройство 4 по транспортеру 2 поступает следующий спутник, и цикл передачи повторяется только при условии, что спутник на транспортере 3 освободил датчики 17 и 18. На другом конце транспортера 3 аналогичным устройством 4 спутники 8 передаются с транспортера 3 на транспортер 2. Таким образом спутники курсируют по кольцевому марщруту распределительного конвейера 1, пока не освободится одна из первых рабочих позиций на транспортерах 20 и 21. Если, например, первая позиция ручной сборки на транспортере 20 свободна, то при подходе спутника 8 к поперечнотранспортирующему устройству 22 выдвинутые штыри 47 адресоносителя 43 воздействуют иа поводки 50 считывателя 44, поворачивая втулки 49, которые своим скосом воздействуют на микропереключатели 53. Количество выдвинутых и утопленных штырей 47 адресоносителя 43 и взаимное нх расположение определяет адрес спутникас изделием, а количество нажатых микропереключателей штырями 47 и их взаимное расположение на считывателе 44 определяет адрес рабочей позиции. В случае несовпадения адреса на адресоносителе 43 и считывателя 44 спутник 8 беспрепятственно пройдет поперечное транспортирующее устройство 22. Если адрес совпал (выдвинутые штыри на адресоносителе 43 совпадут по количеству и взаимному расположению относительно друг друга с расположением поводков 50 считывателя 44), снгнал с микропереключателя 53 расшифровывается и при дальнейшем движении спутиика 8, который нажимает на датчик 15, срабатывают стопоры 25 и 24. Спутник 8 упором 42 упрется в стопор 24 и остановится, нажнмая при этом на датчик 16. Подъемные столы 11 поднимаются, отрывают спутннк 8 от цепей 7 и приводными роликами 12 транспортируют его на рольганг 10 н дальше на подъемный стол 11 транспортера 20. Срабатывают датчики 17 и 18, столы 11 и стопоры 25 и 24 возвращаются в исходное положение. Спутник 8 становится на цепи 7 транспортера 20 и транспортируется на первую рабочую позицию сборки. Передача спутников 8 осуществляется только при условии, что в начальном периоде свободны датчики 17 и 18. Если они нажаты (спутник находится на столе 11), то следующий идущий по транспортеру 2, спутник 8 с изделием и адресом этой позиции проходит беспрепятственно поперечное транспортирующее устройство 22 и делает еще один круг по распределительному конвейеру I, пока не освободятся датчики 17 и 18. После окончания сборки на первой рабочей позиции спутник 8 транспортируется по транспортеру 20, при этом штыри 47 адресоносителя 43 взаимодействуют со скощенными пластинами 55 переадресователя 54, переадресовывая спутник 8 с изделием на вторую сборочную позицию, например на стол пресса, согласно ее адресу. При подходе к челночному транспортирующему устройству 28 спутник 8 нажимает на датчик 35 и, если датчик 40 не нажат, т.е. в зоне накопления второй позиции нет спутника, спутник беспрепятственно поступает на вторую позицию, минуя устройство 28. Если датчик 40 нажат, то идущий спутник нажимает на датчик 35, который подает сигнал на подъем стопоров 31, 33 и 34. Спутник при дальнейшем движении упирается упором 42 в стопор 34 и останавливается, нажимая на датчик 36. Подъемные столы 30 поднимаются, отрывая спутник 8 от цепи 7, и ролики 12 транспортируют его на рольганг 29 н дальше на подъемный стол 30 транспортера 2, и стопоры 31 и 33 препятствуют перемещению следующих спутников в зону передачи по транспортерам 2 и 20. Срабатывают датчики 37 и 38, столы 30 и стопоры 31, 33 и 34 возвращаются в исходное положение. Спутник 8 становится на цепи 7 транспортера 2 и будет курсировать по кольцевому маршруту распределительного конвейера 1 до тех пор, пока не освободится датчик 40 перед второй
позицией.
Если датчик 39 свободен и свободен датчик 40 (нет поступления спутников с первой позиции), спутник с адресом второй noj зиции, двигаясь по транспортеру 2 к устройству 28, выдвинутыми штырями 47 адресеиосителя 43 воздействует на поводки 50 считывателя 44 поворотных втулок 49, которые взаимодействуют с микропереключателем 53. Если адрес совпал, то при дальнейшем движении спутиик нажимает на датчик 37, при этом срабатывают стопоры 31 32 и 33. Спутник упирается упором 42 в стопор 32 и останавливается, нажав на датчик 38. Подъемные столы 30 поднимаются и спутник .по рольгангу 29 перемещается на стол 30 транспортера 20, нажимая при этом на датчики 35 и 36. Столы 30 и стопоры 31, 32 и 33 возвращаются в исходное положение, а спутник по транспортеру 20 поступает на вторую позицию. Если при подходе спутника 8 с адресом второй позиции к устройству 28 датчик 40 свободен, а датчик 39 нажат (т.е. движется спутник с первой позиции по транспортеру 20), то спутник беспрепятственно проходит устройство 28 дальше, а спутник, движущийся по транспортеру 20, поступает беспрепятственно на вторую сборочную позицию.
Подобным же образом работают и остальные транспортирующие устройства 28. Они выдают спутник с предыдущей рабочей позиции на распределительный конвейер, если
занята последующая рабочая позиция, или с распределительного конвейера 1 на последующую рабочую позицию, если нет поступлений спутников с предыдущей рабочей по Транспортер 21 связан с распределительным конвейером 1 таким же образом, как и транспортер 20, и отличается только направлением движения спутников.
Такое выполнение сборочной линии позволяет обеспечить принцип поточности при сборке с минимальным запасом спутников перед каждой позицией, а основной запас спутников с изделиями, необходимый для ритмичной работы каждой позиции, держать на распределительном конвейере. В случае выхода из строя одной из позиций сборки или задержки на ней, предыдущая позиция может работать на накопление на распределительном «онвейере, а последующая - выбирать с распределительного конвейера спут0 НИКИ с изделиями, соответствующие этой позиции до тех пор, пока не ликвидируется задержка или не организуют сборку на запасных позициях. Все это позволяет создавать сборочные линии большой гибкости и приспосабливаемости к изменению ритма 5 сборочного процесса и в то же время обеспечить поточность сборки.
Такое выполнение сборочной линии позволяет организовать сборку по принципу поточности по обе стороны распределительно ного конвейера и производить диффе{№нцированную сборку на автономном рабочем месте с гибкой схемой распределения спутников с изделиями между рабочими позициями.


| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| Горизонтально-замкнутый распределительный конвейер | 1979 |
|
SU856941A1 |
| Способ сборки изделий | 1985 |
|
SU1298034A1 |
| Устройство адресования для подвесного конвейера | 1980 |
|
SU874529A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Тележечный конвейер | 1979 |
|
SU806557A1 |
| Устройство адресования груза дляРАСпРЕдЕлиТЕльНыХ КОНВЕйЕРОВ САВТОМАТичЕСКОй ОТпРАВКОй гРузАи НАбОРОМ АдРЕСА СлЕдующЕйТЕХНОлОгичЕСКОй ОпЕРАции | 1978 |
|
SU806568A1 |
| Считыватель устройства адресования для многокабинного конвейера | 1977 |
|
SU946132A1 |
| Гибкая сборочная линия | 1986 |
|
SU1447641A1 |
| СБОРОЧНАЯ ЛИНИЯ | 1991 |
|
RU2028910C1 |


СБОРОЧНАЯ ЛИНИЯ, содержащая транспортную систему в виде горизонтально замкнутого распределительного конвейера и поперечных транспортирующих устройств, сборочные установки и ручные позиции сборки, загрузочно-разгрузочные позиции, спутник и систему автоматического адресования с адресоносителем на спутнике и считывателем перед поперечны-м транспортирующим устройством, переадресователи на каждой позиции сборки, отличающаяся тем, что, с целью расщирения технологических возможностей сборочной линии, она снабжена расположенными по обе стороны горизонтально замкнутого распределительного конвейера двумя транспортерами и челночными транспортирующими устройствами, расположенными между двумя соседними рабочими позициями сборки и связывающими горизонтально замкнутый распределительный конвейер с транспортерами, при этом поперечные транспортирующие устройства установлены в начале и (Л конце каждого транспортера.
J
-А
Г
2
Фиг.2
/
/
Видг
иг.7
В-В
9иг.6
8
J
.e
ВидД
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Горизонтально-замкнутый распределительный конвейер | 1979 |
|
SU856941A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
