1
Изобретение относится к области сварочного производства, в частности к оборудованию для электроконтактной нанлавки роликовым электродом.
Известна головка, содержащая основание, на котором смонтирован роликовый электрод, токопроводящую подложку, жестко закрепленную на оси вращения, механизмы вращения и нагружения роликового электрода и фиксирующий наконечник для присадочной проволоки 1.
Целью изобретения является обеспечение возможности автоматического регулирования величины перекрытия валиков наплавляемого металла.
Эта цель достигается тем, что предлагаемая головка снабжена пневмоцилиндром регулирования перекрытия валиков наплавляемого металла, шток которого шарнирно соединен с осью вращения подложки и установлен перпендикулярно ей, а фиксирующий наконечник для присадочной проволоки жестко установлен на основании.
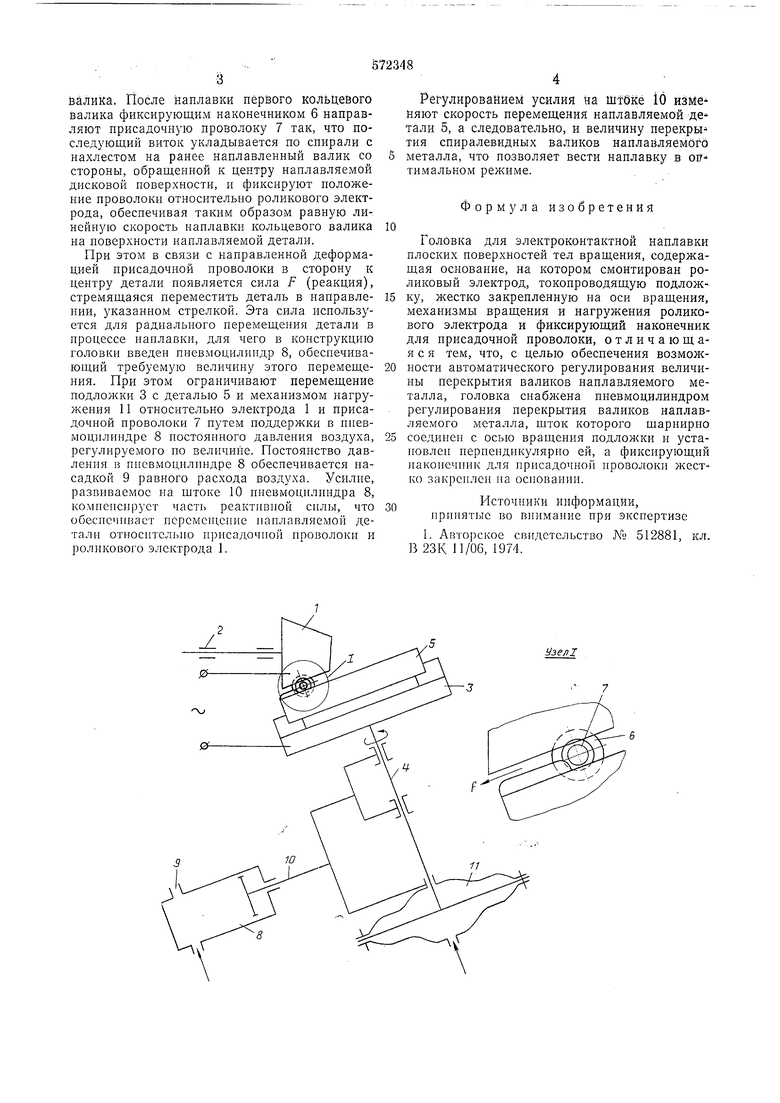
Иа чертеже изображена схема предлагаемой головки и узел I.
Головка для наплавки содержит роликовый электрод 1, смонтированный на основании 2 и связанный с механизмом вращения (на чертеже не показан), токопроводящую нодложку 3, жестко закрепленную на оси вращения
4,включенную в цепь сварочного тока и обеспечив. вращение наплавляемой детали
5,фиксирующий наконечник 6 для присадочной проволоки 7, обеспечивающий заданный
щаг радиального перемещения детали 5 относительно роликового электрода 1, пневмоцилиндр 8 с насадкой 9 и штоком 10, перпендикулярным оси вращения 4 и щарнирно связанным с ней и механизм 11 нагружения роликового электрода.
Головка работает следующим образом. Перед началом наплавки с помощью пневмоцилиндра 8 устанавливают деталь 5 так, чтобы край нлоской дисковой поверхности
располагался примерно посередние образующей конического роликового электрода 1.
Между электродом 1 и деталью 5 размещают присадочную проволоку 7, а механизмом нагружения 11 создают давление на присадочную проволоку 7, приж:имая ее к электроду . Таким образом, в контактах проволока-деталь и проволока-электрод, обеспечивается необходимое для наплавки давление. Затем включают механизм вращения роликового электрода (на чертеже не показан) и цепь сварочного тока, вследствие чего происходит наплавка на поверхность кольцевого валика металла. При этом деталь 5 вращается за счет фрикционной связи роликового
электрода 1 с поверхностью наплавляемого