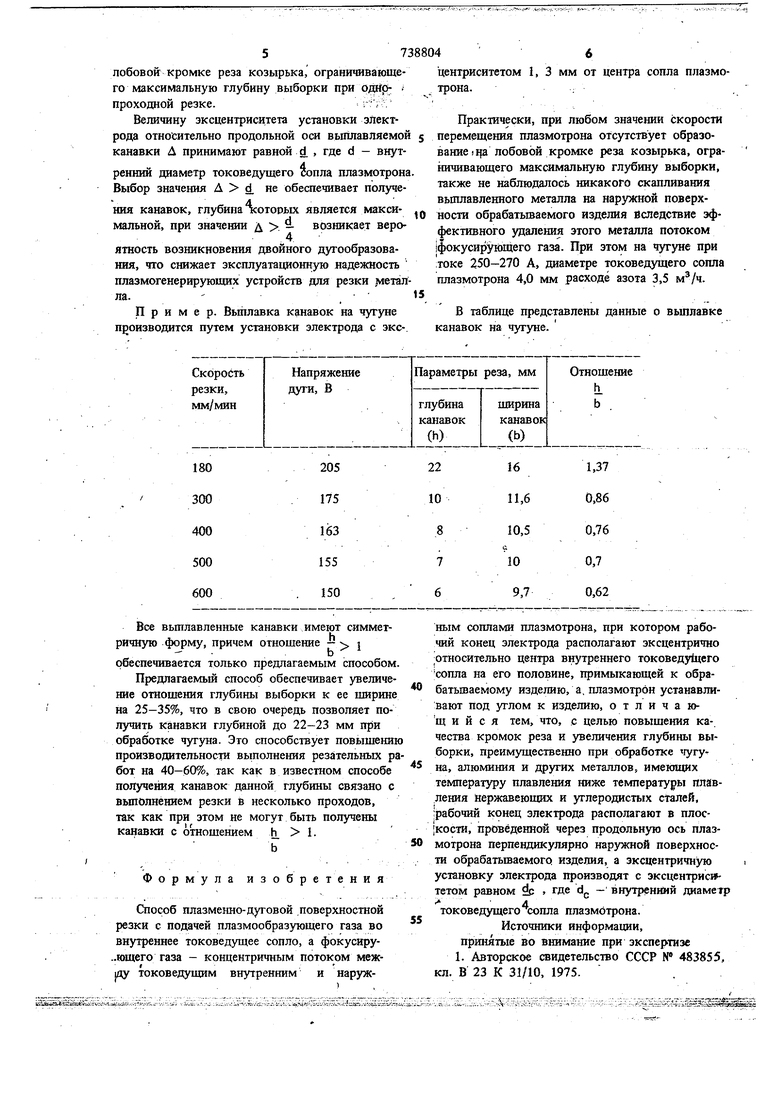
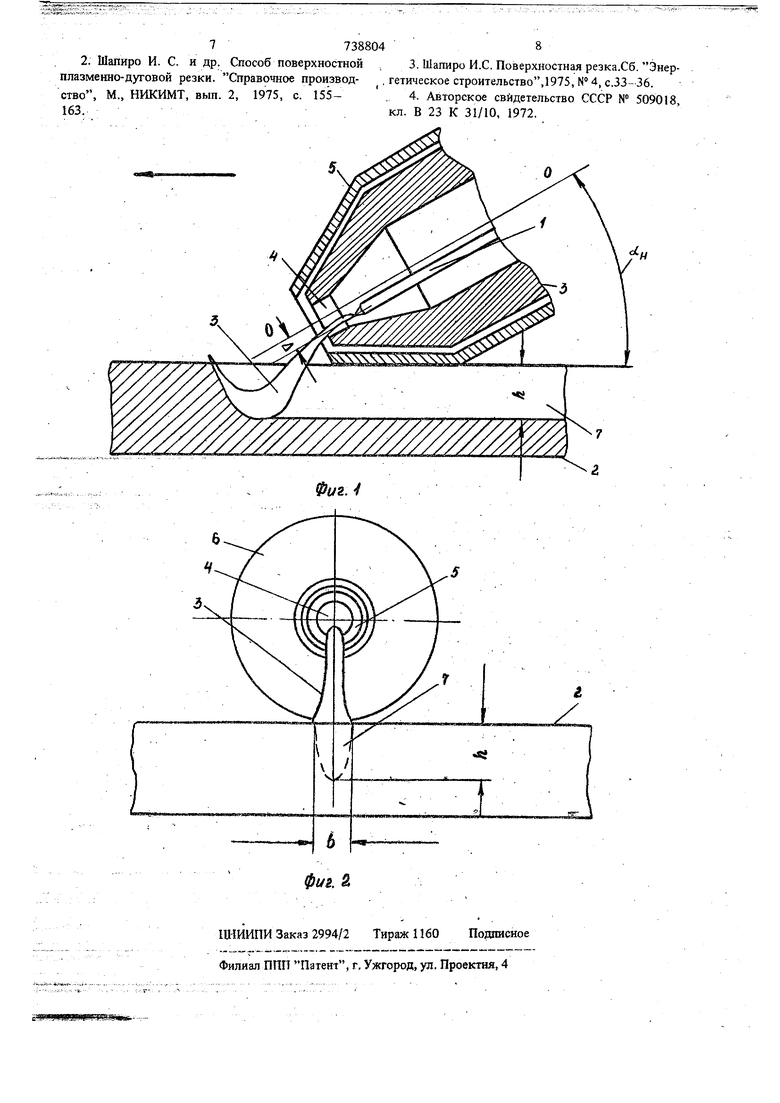
Изобретение относится к области сварочного производства, в частности к снособам поверхностной плазменно-дуговой резки и может быть использовано при выплавке глубоких канавок на чугуне, нреимугцественно для целей разделки дефектов в отливках. Известен способ поверхностной плазменнодзтовой резки, применяемьй для разделки глубоких канавок, при котором плазменную дугу колеблют вдоль лобовой кромки реза при этом колебания дуги вдоль лобовой кромки реза последовательно чередуют с колебаниями поперек линии реза 1. Этот способ резки может быть использован только при механизированном перемещении плазменной дуги вследствие необходимости ос.нащения плазмотрона механизмами продольного; и поперечного колебания. Известен способ поверхностной плазмэннодуговой резки, при котором увеличение глубины вьтлавляемой канавки обеспечивают за счет уве личения угла наклона плазменной дуги к поверх ности обрабатываемого металла 2. Недостатком способа является то, что при этом струя фокусирующего газа подается параллельно столбу дуги, что в свою очередь обусславливает попадание воздуха внутрь полости реза и его непосредствегшое воздействие на ванну расплавленного металла. Если при поверхностной плазменно-дуговой резке углеродистых сталей такая -подача фокусирующего газа способствует повыщению производительности обработки,вследствие дополнительного окисления обрабатьтаемого металла, то при поверхностной резке чугуНа такая подача воздуха приведит к существенному снижению производительности. Это связано с тем, что при. обработке чугуна фокусирующий газ действует охлаждающе на ванну расплавленного металла в полости реза, что обуславливает. снижение производительности обработки и не обеспечивает получения глубоких канавок. Известен способ поверхностной плазменнодуговой резки, вьшолняемый с отсечкой струи фокусирующего газа от полости реза. При выполнении данного способа конструктивные особенности резательной аппаратуры исключают попадание струи фокусирующего газа внутрь по лосга реза . Недостатком известного способа являетсяТо, что при его выполнении отсутствует воздействие струи фокусирующего газа на металл, выплавлен ный из полости реза на наружную поверхность обрабатываемого изделия. Вследствие зтого зтот ; металл скапливается на наружной поверхности перед лобовой кромкой реза, что не обеспечиBiaeT непрерьшнбсти протекания процесса резки при выборке глубоких канавок. Кроме того, ухудшаются условия охлаждения токоведущего сопла плазмотрона, что обуславливает необходимость вьшолнения процесса резки при пони- женных токах, а зто связано со снижением про. изводительности обработки. Известен способ плазменно-дуговой поверхностной резки, с подачей плазмообразующего газа во внутреннее токоведущее сопло, а фокусирующего газа - кощентричным потоком меж дУ внутренним токоведущим и наружным соплами плазмотрона, при котором рабочий конец электрода располагают эксцентрично относительно центра внутреннего токоведущегр сопла на его половине, примыкающей к обрабатываемому изделию, а плазмотрон устанавливают под углом к изделию 4. Недостатком известного способа является то что он не обеспечивает получения симметричной формы, а кроме того при этом не может быть обеспечено получение узких глубоких канавок при обработке чугуна. Кроме того, увеличение ширины вьшлавляемой канавки. Отношение глу бины вьшлавляемой канавки к ее Ширине всегда меньше еди1шцы. изобретения - повышение качества кромок реза и з еличение глубины выборки, прёШ т цестаенно при обработке 4ytyHa,anroMHния и других металлов, имеющих температуру плавления ниже температурь: плавления нержавеющих и углеродистых сталей. .Поставленная цель достигается тем, что ра. брчий конец электрода располагают в полости, проведенной через продольнуто ось плазмотрона, перпендикулярно наружной поверхности обрабатываемого изделия, а эксцентричную установку электрода производят с эксцентриситетом равным dj,/ , где dg - внутренний .дааметр, токоведущего-сопла плазмотрона. На фиг. 1 изображена схема горения цутк в полости реза; на фиг. 2 - вид на плазмо. трон сбоку. Схема содержит обрабатьшаемое изделие 1, канавку 2, вкшолнён ную плазменно-дуговой резкой, внутреннее токоведущее сопло 3 плаз м6трона, электрод 4, наружное элё -фйчески нейтральное сопло 5 плазмотррна, канал 6 сш-- - Т1ГШ1йр|;ШГёГО Шпла Нпазмотрбйа, Плазменную дугу 7, при этом-00 ось плазмотрона, а угол наклона оси плазмотрона к обрабатываемому изделию, h глубина, выплавленной канавки, b щирина выплавленной канавки. Способ осуществляют следующим образом. - Между вольфрамовым электродом 4 и обрабатьтаемым. изделием 1 возбуждают дугу 7 и перемещают ее в направлении, показанном стрелкой. Так как рабочий конец электрода 4 устанавливают с эксцентриситетом относительно продольной оси плазмотрона 00, которую в свою очередь ориентируют под углом % к поверхности обрабатьшаемого изделия, то значение угла входа дуги в обрабатьтаемый металл имеет всегда больплеё значение по сравнению с утпом ttjj. Эксцентричная установка электрода обуславливает несимметричное расположение столба дуги в канале 6 токоведущего сопла 3. В пространство между внутренним соплом 3 и наружным соплом 5 подают среду, охлаждающую плазмотрон. При перемещении плазмотрона на обрабатьшаемом изделии 1 получают канавку 2, которая имеет ширину Ь и глубину h. Увеличение угла входа дуги в обрабатываемое изделие обуславливает увеличение глубины выборки Ни соответствующее уменьшение её ширины Ь. Гореюте дуги обуславливается тем, что электрическая дуга всегда занимает кратчайшее положение между катодом (электрод 4) и обрабатьгеаемым изделием I. Этому также способствует отсутствие воздействия потока газа, охлаждающего плазмотрона на столб дуги. Этот фокусирующий поток практически не воздействует на металл, расплавленный дугой в полости реза. Вследствие того, что он не охлаждает металл расплавляемой дугой и при данном угле наклона оси 00 плазмотрона за счет увеличения угла входа дуги в обрабатываемое изделие при обработке металлов с более низкой температурой плавления, например чугуна, обеспечивают при однопроходной резке получение канавок, имеюпдах отношение J2- 1. . : Ь Струя Охлаждающего воздуха обеспечивает эффективное удаление металла, вьшлавленного ,из полости реза на наружную поверхность обрабатьшаемого изделия. Возможнос1ъ получения канавок, имеющих - 1 обеспечив9|рт за. счет воздействия на лобовую кромку реза полжа ионизированного газа, вьщеленного из столба дугового разряда. Хотя температура этого потока газа существенно ниже, чем температура столба дуги, однако его термическое воздействие на лобовую кромку при обработке металлов, с более низкой температурой плавления является вполне достаТОЧНЫЙ для предотвращения образования на 573 Лобов off кромке реза козырька, ограничивающего максимальную глубину выборки при одно- . проходной резке. Величину эксцентриситета установки электрода относительно продольной оси выплавляемой канавки Д принимают равной d , где d - внутренний диаметр токоведущего сопла плазмотрона. Выбор значения Д d. не обеспечивает получения канавок, глубина которых является максимальной, при значении Д - возникает вероятность возникновения двойного дугообразовання, что снижает эксплуатационную надежность плазмогенерирзтощих устройств для резки металла. Пример. Выплавка канавок на чугуне
производится путем установки электрода с экс- канавок на чугуне. 4 1, 3 мм от центра сопла плазмоцентриситетомтрона, Практически, при любом значении скорости перемещения плазмотрона отсутствует образование iija лобовой кромке реза козырька, ограничивающего максимальную глубину выборки, также не наблюдалось никакого скапливания выплавленного металла на наружной поверхности обрабатьтаемого изделия йследствие эффективного удаления этого металла потоком |фокусиру(йцегс газа. При этом на чугуне при токе 250-270 А, диаметре токоведущего сопла плазмотрона 4,0 мм расходе азота 3,5 . В таблице представлены данные о вьшлавке

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многопроходной плазменнодуговой резки | 1977 |
|
SU733929A1 |
| Способ плазменно-дуговой поверх-НОСТНОй РЕзКи | 1979 |
|
SU816727A1 |
| Способ плазменно-дуговой поверхностной резки | 1979 |
|
SU854651A1 |
| Способ многопроходной плазменно-дугОВОй РЕзКи | 1979 |
|
SU823040A1 |
| Устройство для плазменно-дуговой резки | 1980 |
|
SU944843A1 |
| Способ дуговой обработки | 1978 |
|
SU749602A1 |
| Способ плазменно-дуговой поверхности резки | 1976 |
|
SU572353A1 |
| Способ плазменно-дуговой поверхностной резки | 1975 |
|
SU554977A1 |
| Способ плазменно-дуговой обработки | 1977 |
|
SU743817A1 |
| Горелка для плазменно-дуговой поверхностной резки | 1975 |
|
SU549284A1 |
Все вьшлавленные канавки имеют симметричную форму, причем отношение - j - b обеспечивается только предлагаемым способом Предлагаемый способ обеспечивает увеличение отношения глубины выборки к ее ширине на 25-35%, что в свою очередь позволяет получить канавки глубиной до 22-23 мм при обработке чугуна. Это способствует повышени производительности вьтолнения резательных р бот на 40-60%, так как в известном способе получения канавок данной глубины связано с вьшолнёнием резки в несколько проходов, так как при этом не могут быть получены канавки с отношением Формула изобре те н и я Способ плазмегшо-дуговой .поверхностной резки с подачей плазмообразующего газа во внутреннее токоведущее сопло, а фокусиру..ющего газа - концентричным потоком меж|ДУ токоведущим внутренним и нзружtriisK i sSsist fe -,T
77388048
