Изобретение относится к области сварки, а именно к конструкции устройства для сборки под сварку продольных швов обечаек, преимущественно из титана и его сплавов.
Известно устройство для сборки под сварку продольных швов обечаек, преимуш;ественно из титана н его сплавов, содержаш.ее станину, на которой смонтированы опора обечайки, внутренняя разжимная шовоформирующая оправка, состояш;ая из основания и теплоотводяш;ей подкладки, между которыми расположен привод разжима и упоры для продольных кромок обечайки, выполненные в виде полуцилиндра с прорезью для продольного шва и внутренним диаметром, равным наружному диаметру обечайки Ij.
Недостатком известного устройства является то, что оно не обеспечивает жесткой фиксации обечайки по ее наружному и внутреннему контуру.
Для обеспечения жесткой фиксации обечайки по ее наружному и внутреннему контуру в предлагаемом з стройстве опора выполнена в виде полуцилиндра с внутренним диаметром, равным наружному диаметру обечайки, и снабжена крепежными элементами для соединения с упорами, а теплоотводяш ая подкладка и основание образуют цилиндр с наружным диаметром, равным внутреннему диаметру обечайки.
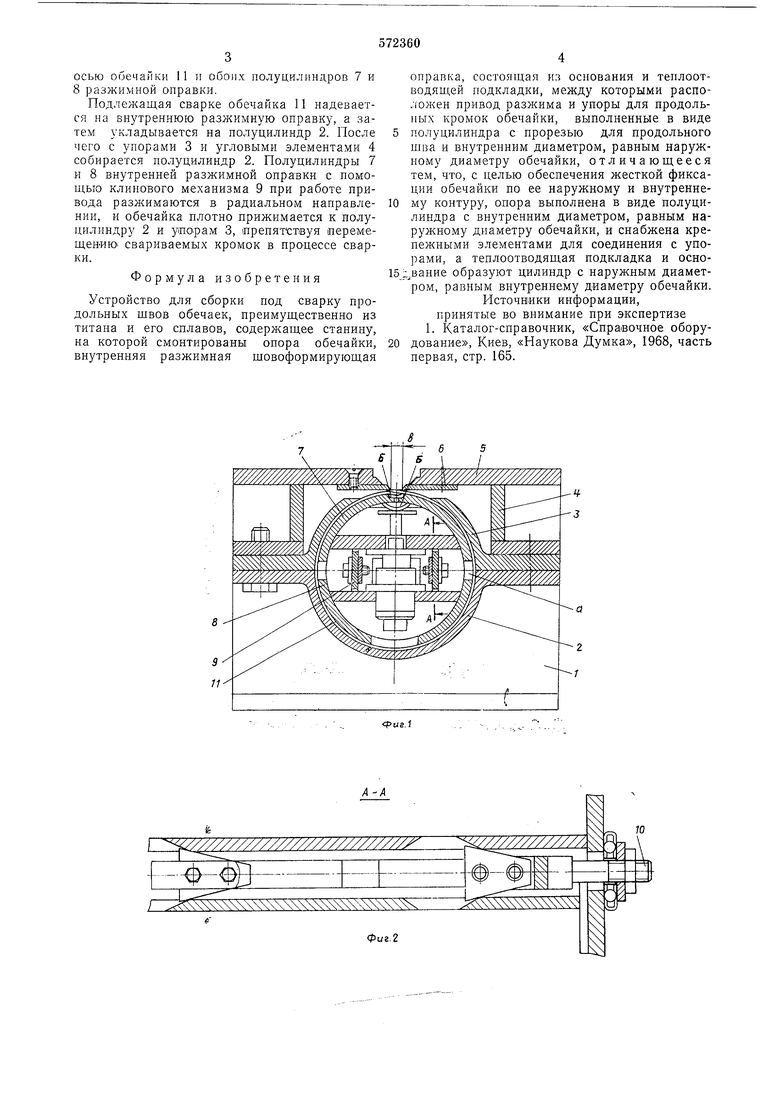
На фиг. 1 изображено предлагаемое устройство, поперечный разрез; на фиг. 2 - разрез по А-А на фиг. 1.
Предлагаемое устройство состоит из основания 1 с полуцилиндром 2 и упором 3, образуюш,их пол щилиндр с прорезью для продольного шва. К полуцилиндру 2 и упорам 3 присоединены угловые элементы 4, на горизонтальной части 5 которых закреплены прижимы 6 из металла высокой теплопроводности. Расстояние между краями скошенных кромок прижимов /(6-8)8, где S толш,ина материала обечайки. Внутренняя разжимная шовоформируюш,ая
оправка выполнена из верхнего полуцилиндра 7 и нижнего полуцилиндра 8, подвижных в радиальном направлении и разделенных диаметральным зазором а. Верхний полуцилиндр 7 выполнен с пазом б
вдоль сварного шва для подвода инертного газа к нижней части шва. Нарул.ный диаметр внутренней разжимной оправки равен внутреннему диаметру свариваемой обечайки. Внутренняя полость верхнего полуцилиндра
выполнена замкнутой и имеет емкость Б для заш,итного газа.
Устройство имеет клиновой механизм 9 и механический (возможен пневматический, электромеханический) привод, причем ось
штока 10 привода совпадает с продольной
осью обечайки 11 и обоих полуцилиндров 7 и 8 разжимной оправки.
Подлежащая сварке обечайка 11 надевается на внутреннюю разжимную оправку, а затем укладывается на полуцилиндр 2. После чего с упорами 3 и угловыми элементами 4 собирается полуцилиндр 2. Полуцилиндры 7 и 8 внутренней разжимной оправки с помощью клинового механизма 9 при работе привода разжимаются в радиальном направлении, и обечайка плотно прижимается к полуцилиндру 2 и упорам 3, препятст1вуя перемещению свариваемых кромок в про-цессе сварки.
Формула изобретения
Устройство для сборки иод сварку продольных швов обечаек, преимущественно из титана и его сплавов, содержащее станину, на которой смонтированы опора обечайки, внутренняя разжимная шовоформирующая
оправка, состоящая из основания и теплоотводящей подкладки, между которыми расположен привод разжима и упоры для продольных кромок обечайки, выполненные в виде полуцилиндра с прорезью для продольного щва и внутренним диаметром, равным наружному диаметру обечайки, отличающееся тем, что, с целью обеспечения жесткой фиксации обечайки по ее наружному и внутреннену контуру, опора выполнена в виде полуцилиндра с внутренним диаметром, равным наружному диаметру обечайки, и снабжена крепежными элементами для соединения с упорами, а теплоотводящая подкладка и основание образуют цилиндр с наружным диаметром, равным внутреннему диаметру обечайки.
Источники информации, принятые во внимание при экспертизе 1. Каталог-справочник, «Справочное оборудование, Киев, «Наукова Думка, 1968, часть первая, стр. 165.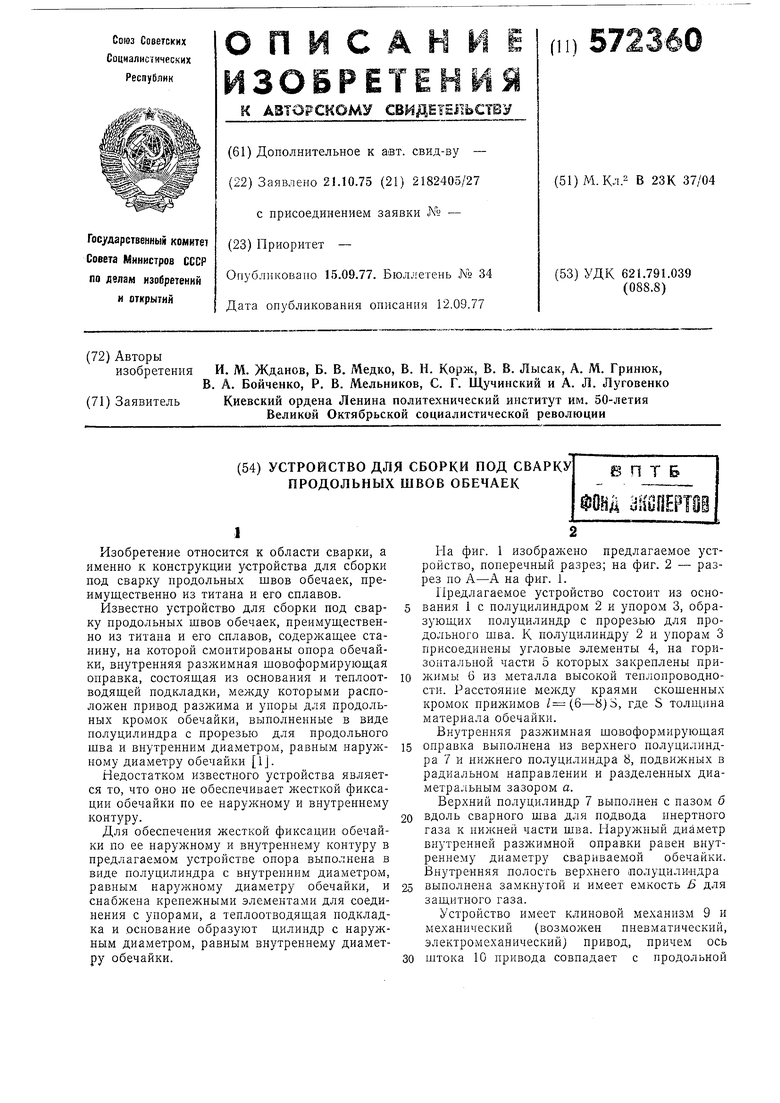
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1982 |
|
SU1079393A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| Устройство для сварки продольных швов обечаек | 1977 |
|
SU727385A1 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТОНКОСТЕННЫХ ОБЕЧАЕК | 1992 |
|
RU2014194C1 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1770109A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| Установка для сварки продольных швов многошовных цилиндрических обечаек | 1977 |
|
SU737178A2 |
