I
Изобретение относится к сварке продольных швов, в частности к устройствам для сварки тонкостенных обечаек.
Известно устройство для сварки продольных швов обечаек, содержащее основание и кронштейн с оправкой. Для обжима обечайки вокруг оправки служат колодки. Сварочная головка установлена на каретке, перемешаюш,ейся вдоль оправки 1.
Однако в этом устройстве отсутствует механизм захвата и съема обечайки.
Наиболее близким к предлагаемому по технической сущности является устройство для сварки продольных швов обечаек, содержащее основание, на котором смонтированы направляющие с перел ещающейся по ним сварочной головкой, прижимные колодки и водоохлаждаемая оправка с закрепленным на ней механизмом захвата и съема обечайки, выполненным в виде приводной штанги с разжимными элементами 2.
Однако данное устройство обладает рядом существенных недостатков.
1. Нельзя повысить производительность при сварке изделий толщиной не более 2 мм, т. е. невозможность повысить скорости .сварки. Для увеличения скорости сварки изделий толщиной 2 мм и менее при обеспечений высокого качества сварки необходимо свариваемый шов располагать под углом 25-35° к горизонту, а процесс сварки осуществлять сверху вниз, что известным устройством не обеспечивается.
2.Нельзя сваривать свальцованную неприхваченную обечайку из-за отсутствия элементов центрирования и выравнивания кромок.
3.Известное устройство не обеспечивает цилиндрическую форму тонкостенных обечаек, так как давление, создаваемое распорными кулачками механизма захвата, не компенсируется прижц.мными линейками и формирующей подкладкой из-:за малой их контактной поверхности.
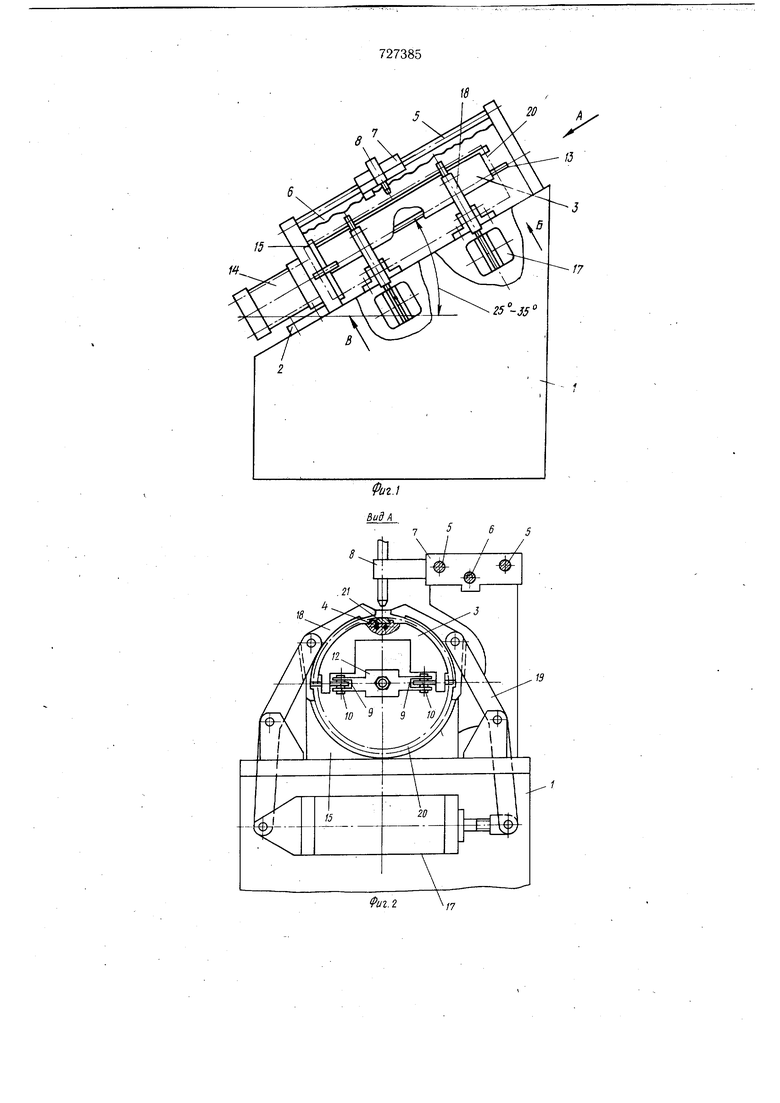
Цель изобретения - повышение производительности за счет повыщения скорости сварки, а также повышение точности геометрических размеров тонкостенных обечаек Это достигается тем, что в предлагаемом устройстве оправка установлена под углом 25-35° к горизонтали, механизм захвата и съема обечайки снабжен упорным фланцем закрепленным на приводной щтанге, а разжимные элементы выполнены в виде подпружиненных рычагов захватов. На фиг. 1 показано описываемое устройство; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - вид по стрелке В на фиг. 1. Устройство для сварки продольных швов обечаек состоит из основания 1, на котором при помощи кронштейна 2 жестко закреплена оправка 3 в виде полуцилиндра, расположенная под углом 25-30° к горизонтали. В оправке 3 проходят 4 для охлаждающей воды... . На основании 1 укреплены направляющие 5 и ходовой винт 6, по которым перемещается каретка 7 со сварочной головВерхний торец оправки 3 выполнен с двумя коротки.ми пазами 9, в которые входят два рычага-захвата 10, отжимаемые пружинами 11. Рычаги-захваты 10 шарнирно закреплены на фланце 12, установленном на конце штока 13 цилиндра 14. Пазы 9 являются направляющими для рычагов 10. На нижнем торце оправки 3 закреплен упорный фланец 15, через который соосно с осью оправки 3 проходит шток 13, при этом длина шТока 13 больше длины оправки 3. На штоке 13 внутри оправки 3 у ее фланца 15 закреплен упор 16. На основании 1 смонтированы цилиндры 17, которые связаны с прижимными колодчами 18 через рычаги 19. Устройство работает следующим образом. В исходном положении подпружиненные рычаги-захваты 10 сведены к оси оправки 3, шток 13 цилиндра 14 находится в крайнем верхнем положении. На оправку 3 надевают свальцованную заготовку обечайки 20 так, чтобы ее стык располагался над медной шиной 21 оправки 3. Затем воздух подают в цилиндр 14, при этом шток 13 начинает двигаться вместе с упором 16 и подпружиненными рычагами-упорами 10, которые, скользя по пазам 9, надевают заготовку обечайки 20 на оправку 3 до упора во фланец 15 так, чтобы торцы свариваемых кромок заготовки были совмещены. Одновременно подают воздух в цилиндры 17, при этом колодки 18 прижимают заготовку обечайки 20 к оправке 3 по всей длине продольного стыка. После окончания зажима заготовки обечайки 20 производят сварку стыка сварочной головкой 8, которая перемещается вниз по направляющим 5 вместе с кареткой 7 при помощи ходового винта 6. После окончания сварки головка 8 возвращается в исходное положение. Цилиндры 17 отводят колодки 18 от обечайки 20. Цилиндр 14 двигает шток 13 вверх вместе с закрепленными подпружиненными рычагами-захватами 10, которые за счет пружин И сводятся к оси оправки 3, а упор 16 сдвигает обечайку 20 с оправки 3. Такое конструктивное выполнение обеспечивает повышение производительности процесса, так как при сварке изделия толщиной менее 2 мм под углом 25-30° можно увеличить скорость сварки с 35 до 57 м/ч, кроме того, механизм выравнивания торцов заготовки обечайки и .механизм съема обечайки сокращают трудоемкость сборочных операций до 50% и обеспечивает сварку заготовок обечайки без прихваток и без последующей операции подрезки торцов. Формула изобретения Устройство для сварки продольных швов обечаек, содержащее основание, на котором смонтированы направляющие с перемещающейся по ним сварочной головкой, прижимные колодки и водоохлаждаемая оправка с закрепленным на ней механизмом захвата и съема обечайки, выполненным в виде приводной штанги с разжимными элементами, отл«чаюц{ееся тем, что, с целью повышения производительности за счет повышения скорости сварки, а также повышения точности геометрических размеров тонкостенных обечаек, оправка установлена под углом 25-35° к горизонтали, механизм захвата и съема обечайки снабжен упорным фланцем, закрепленным на оправке, и упором, закрепленным на приводной штанге, а разжимные элементы выполнены в виде подпружиненных рычагов-захватов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 380417, кл. В 23 К 37/04, Г973. 2.Авторское свидетельство СССР № 554985, кл. В 23 К 37/04, 1975 (прототип).
15
Щ.
tfZ. 2
/7
ft . ,
......-;v ,-v 727385

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Устройство для сборки и сварки обечаек с фланцами | 1982 |
|
SU1082599A1 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| Установка для сварки | 1975 |
|
SU570471A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Способ изготовления сварных обсадных двухстенных труб из секций и технологическая линия для его осуществления | 1984 |
|
SU1214258A1 |
| Устройство для сборки под сварку продольных швов | 1987 |
|
SU1691036A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| ЛТЕПТПО- ^,j I ''^ TiXitH^fCK.Mi ^^iEHSJHOTCKA' | 1966 |
|
SU185421A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |

ФигЛ
