локальные индукторы равнол ерно по сечению детали нагревают узкую зону металла до тсмнературы Асз +100°С. Затем разогретая узкая кольцевая зона попадает в область действия индукторов намагничивания, где охлаждается спрейером.
От датчика температуры (первичного прибора) поступает электрический сигнал на вторичный прибор, который регулирует скоро ти перемещения локальных индукторов и осевого перемещения каретки задней бабки.
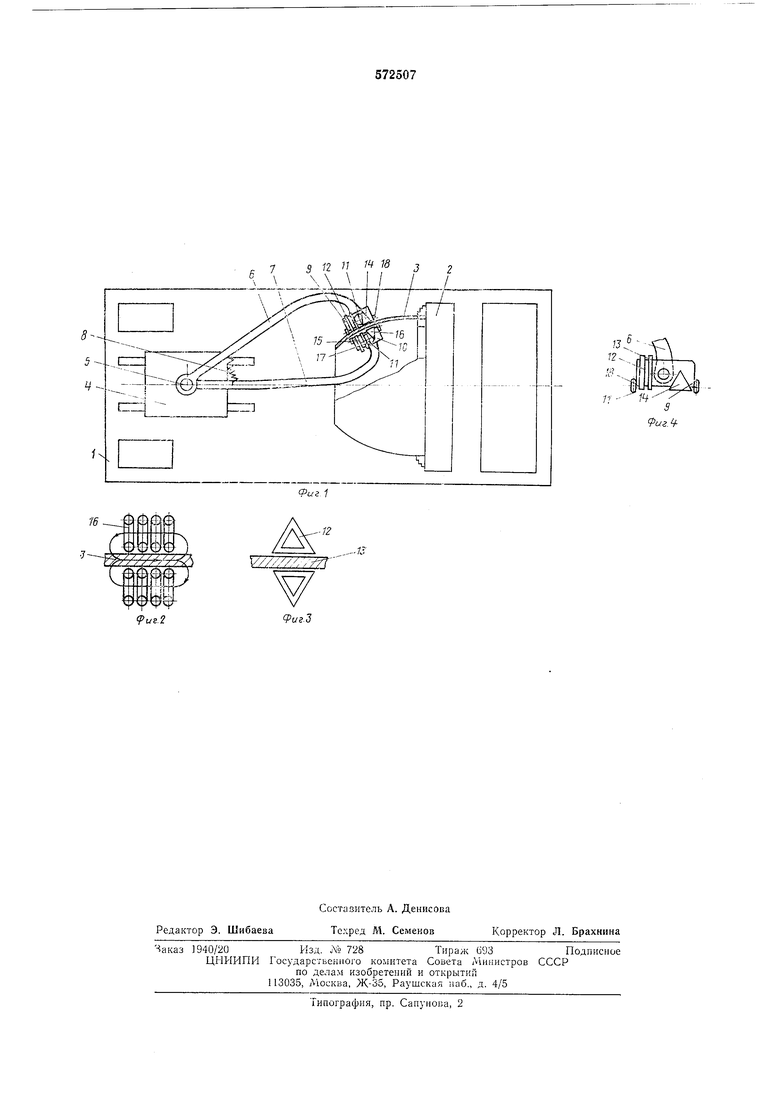
Однополярные импульсы тока, протекающие по виткам треугольной формы индуктора намагничивания, создают в сечении детали тангенциально направленное импульсное магнитное поле для деталей, работающих под внутренним давлением и вдоль образующей, и для деталей, работающих на осевое сжатие и растяжение. В соответствии с направлением импульсного магнитного поля изменяется ориентация мартенситных кристаллов по доменной структуре, что определяет общую кристаллографическую ориентацию во всех зернах. Напряженность магнитного поля превышает критическую, т. е. наименьшую напряженность магнитного поля, при которой в упрочняемой зоне детали при данной температуре начинается образование мартенсита.
Пружиной 8 осуществляется постоянный црнжим башмаков 9, 10 к поверхности детали. При движении индукторов вдоль криволинейной образующей детали кронщтейны 6, 7 поворачиваются на вертикальной оси 5 в 1-оризонтальной плоскости, башмаки поворачиваются на вертикальных осях 11 в горизонтальной плоскости, стабилизируя свое положение на поверхности детали с помощью роликов 18.
Применение такой установки позволяет уменьшить коробление детали за счет предотвращения потери устойчивости узкого нагретого участка удержанием его соседними
холодными зонами, уменьшить величину обезуглероженного слоя при термомагнитной обработке детали благодаря высокой скорости нагрева и охлаждения детали, получить повышенные прочностные свойства в результате
индукционной обработки в импульсном магнитном поле с заданной ориентацией кристаллов.
Формула изобретения
1. Установка для термомагнитной обработки деталей, содержащая станину, переднюю бабку с планшайбой и приводом вращения, каретку задней бабки с приводом осевого перемещения, индуктор локального нагрева; индуктор намагничивания, спрейер, датчик температур, отличающаяся тем, что, с целью термомагнитного упрочнения деталей с ненрямолинейной образующей, она снабжена установленными на вертикальной оси каретки
кронштейнами с башмаками, имеющими возможность качения, на которых размещены индукторы, спрейер и датчик.
2.Установка по п. 1, отличающаяся тем, что индуктор намагничивания имеет в
сечении форму треугольника.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство № 399556, кл. С 21D 1/12, 1970.
2. Авторское свидетельство № 372281, кл. С 21D 1/04, 1970.
3.Авторское свидетельство № 228703, кл. С 21D 1/12, 1967. 5 12 П / 18 - / -Г-Г7 3 / .2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термомагнитной обработки деталей | 1976 |
|
SU644847A1 |
| Способ поверхностной закалки и устройство для его осуществления | 1975 |
|
SU626484A1 |
| Устройство для индукционного контурного нагрева деталей | 1976 |
|
SU595399A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2016908C1 |
| Устройство для индукционногоКОНТуРНОгО НАгРЕВА дЕТАлЕй | 1979 |
|
SU819190A1 |
| Станок для термообработки длинномерных сложных изделий | 1980 |
|
SU954445A1 |
| Устройство для термообработки плоских деталей | 1988 |
|
SU1615195A1 |
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ, ВОДОСБОРНИК И СПРЕЙЕР ДЛЯ ЭТОГО АГРЕГАТА | 1998 |
|
RU2143009C1 |
| Устройство для напыления | 1988 |
|
SU1681973A1 |
| Станок для индукционной закалки длинномерных изделий | 1984 |
|
SU1254033A1 |