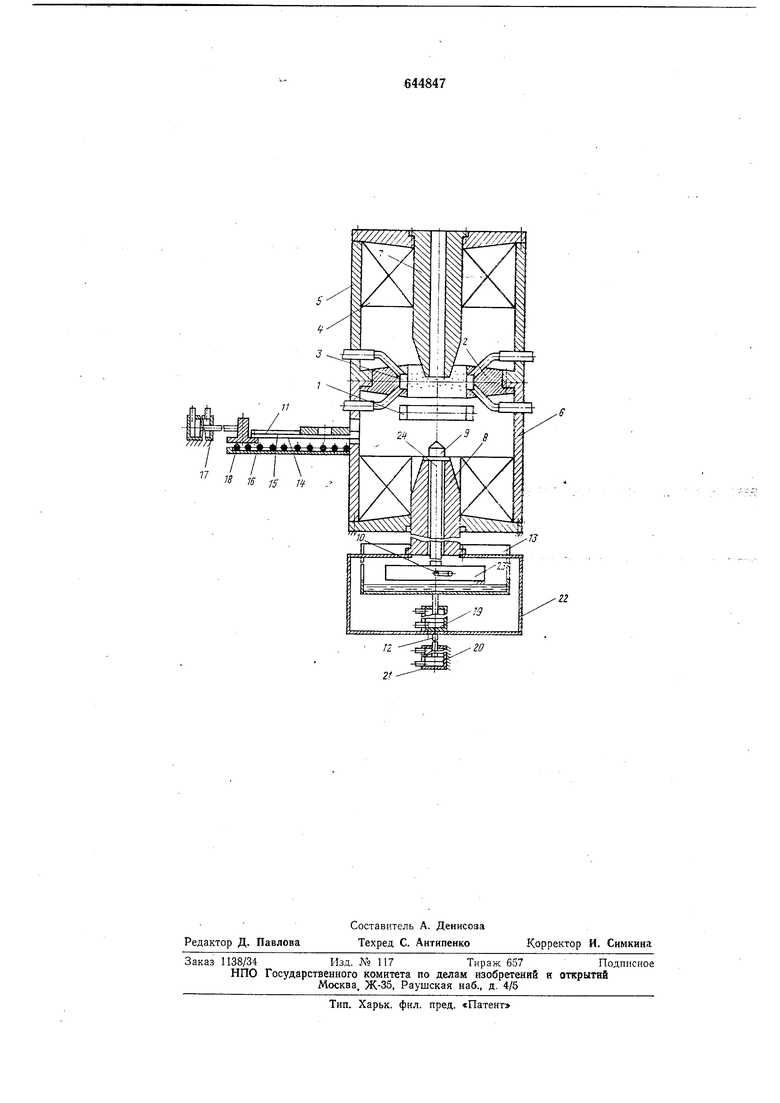
Корпус гидроцилиндра 20 жестко соединен с фундаментом 21, а его шток связан с рамой 22 и гидроцилиндром 19. Рама 22 в свою очередь соединена с сердечником 8, а шток гидроцилиндра /Я - с баком 13 для слива закалочной жидкости. Механизм вращения представляет собой закрепленную в баке водяную турбину 23 с валом 24 из немагнитного материала, на котором закреплена оправка.
Устройство работает следз ющим образом.
После установки детали на раздвижные, соединенные пружиной 15 планки 14 загрузочного механизма включается гидроцилйндр 17, и начинается цикл термомагнитной обработки. Движение штока гидроцилиндра 17 приводит к перемещению детали с позиции загрузки на подготовительную позицию, в зазор между сердечниками 7 и
8электромагнита. По окончании движения штока гидроцилиндра 17, в результате которого деталь оказывается расположенной на одной оси с вращающимся валом 24 водяной турбины 23, включается гидроцидиндр 19, перемещающий вал 24 с оправкой
9в направлении позиции нагрева к индуктору. В результате этого деталь оказывается размещенной на посадочной поверхности оправки. После достижения деталью позиции нагрева .включается питание индуктора и осуществляется нагрев периферийной части обрабатываемой детали до температуры закалки.
По достижении деталью температуры эакалки автоматически (реле времени) отключается нагрев, прекращается вращение детали, включается гидроцилиндр 20, перемещающий раму 22 и сердечник 8 в направлении позиции охлаждения к спрейеру.
В процессе сердечник своей конической
поверхностью раздвигает планки 14 и, достигнув оправки, перемещает последнюю вместе с установленной на ней деталью и другими соединенными с ней элементами с позиции нагрева на позицию охлаждения. На позиции охлаждения включается магнитное поле, а затем спрейерное охлаждение. Слив закалочной жидкости осуществляется через отверстия (на чертеже не
показаны) в нижней части магнитопровода. По окончании одного цикла термомагнитной обработки производится выключение спрейера, питание электромагнита, возвращение с помощью гидроцилиндров 19 и
20 обработанной детали на подготовительную позицию, а с помощью гидроцилиндра 17 - в исходное положение.
Формула изобретения
Устройство для термомагнитной обработки деталей, содержащее индуктор, электромагнит, полюсный наконечник кольцевой формы, на внутренней поверхности которого размещен спрейер, сердечники, отличающееся тем, что, с целью устранения коробления периферийной части кольцевой детали во время охлаждения в магнитном поле, электромагнит выполнен разъемным с П-образной формой его магнитопроводов, образующих при смыкании камеру, в месте разъема которой симметрично обмоткам электромагнита размещен полюсный наконечник, при этом один из сердечников закреплен в нижней части электромагнита, а другой - в верхней.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР № 456837, кл. С 21 D 1/04, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термообработки лезвийного деревообрабатывающего инструмента | 1990 |
|
SU1786139A1 |
| Устройство для закалки деталей | 1974 |
|
SU560917A1 |
| Автоматическая линия для термообработки плоских деталей | 1981 |
|
SU1084317A1 |
| Станок для закалки | 1991 |
|
SU1806208A3 |
| Полуавтомат для индукционной закалки плоских деталей | 1984 |
|
SU1178775A1 |
| ПОЛУАВТОМАТ ДЛЯ ИНДУКЦИОННОЙ ЗАКАЛКИ ОБОДОВ ЗУБЧАТЫХ | 2001 |
|
RU2207385C2 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| Установка для термомагнитной обработки постоянных магнитов | 1981 |
|
SU985072A1 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| УСТАНОВКА ДЛЯ ЛОКАЛЬНОЙ ЗАКАЛКИ ОСЕЙ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 2010 |
|
RU2453611C1 |