х
2. Устройство по п. 1, отличающееся тем, что, с целью растачивания отверстий с участками различной кривизны, рабочая поверхность кулачка выполнена с переменным сечением, соответствующим продольному профилю отверстия.
72972
3. Устройство по пп. 1 и 2, отличающееся тем, что, с целью растачивания отверстий с чередующимися прямолинейными м выполненными по дуге окружности участками оси, поперечные сечения кулачка, перпендикулярные его оси, выполнены по эквидистантам параллельных им сечений поверхности тора отверстия.


| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦОВАЯ ГОЛОВКА | 1991 |
|
RU2009798C1 |
| Токарный станок | 1982 |
|
SU1085676A1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| Устройство для расточки глубоких отверстий | 1973 |
|
SU448917A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Устройство для нанесения делений на ампулы | 1978 |
|
SU743957A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ОБТОЧКИ СВАРНЫХ ШВОВ ТРУБ | 1971 |
|
SU308786A1 |
| Устройство для обработки некруглых отверстий | 1976 |
|
SU660782A1 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 1996 |
|
RU2093313C1 |
| ВСЕСОЮЗНАЯ }hi<T5'«^'''?/^ ''"V-'-^-- '^"": "' 1Ы1=Д41 Uv •;.,:»,.-^ •- 'i:---'ЁИБ.П<:О' L.vCA j | 1971 |
|
SU319418A1 |
1. УСТРОЙСТВО ДЛЯ РАСТАЧИВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ в невращающейся детали, содержащее направляемую по отверстию резцовую головку сприводом вращения инструмента, установленного в качающемся резцедержателе, управляемом кулачком, отличающееся тем, что, с целью растачивания отверстий с осью в виде плоской кривой с сохранением его кругового сечения, резцовая го- лоЬка установлена на гибком валу, а кулачок снабжен приводом его осевого перемещения относительно качающегося разцедержателя.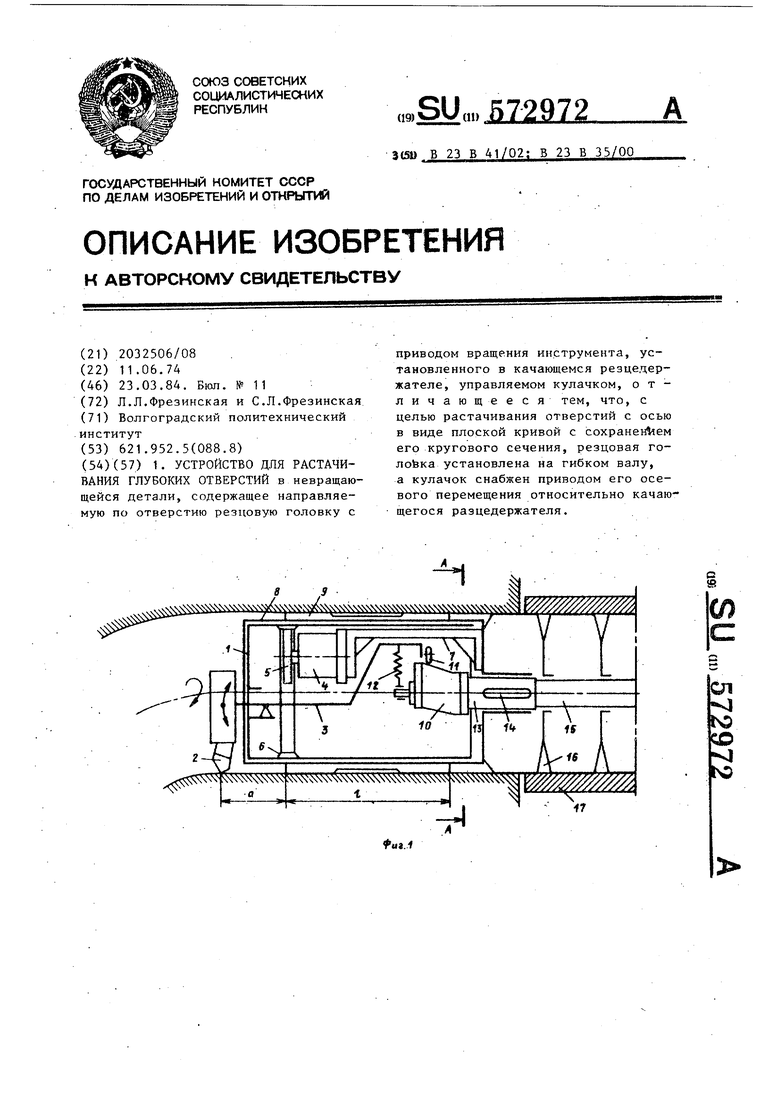
Изобретение относится к oблactи машиностроения и может быть использовано для расточки глубоких отверс тий с осью в виде плоской кривой. Известны устройства для растачивания глубоких отверстий в невращаю щейся детали, содержащие направляемую по отверстию резцовую головку с приводом вращения инструмента, установленного в качающемся резцедержателе, управляемом кулачком. С целью обеспечения растачивания отверстия с осью в В1ще плоской кривой с сохранением его кругового сечения в предлагаемом устройстве резцовая головка установлена на гиб ком валу, а кулачок снабжен приводом его осевого перемещения относительно качающегося резцедержателя. , „л С целью растачивания отверстий с участками различной кривизны рабочая поверхность кулачка вьтолнена с переменным сечением, соответствующи продольному профилю отверстия. С целью растачивания отверстий с чередующимися прямолинейными и вы полненными по дуге окружности участ ками оси поперечные сечения кулачка перпендикулярные его оси, вьтолнены по эквидистантам параллельных им сечений поверхности тора отверстия. На фиг. 1 показано предлагаемое устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2 с условно совмещенным с ним продольным сечением тора, обработанного по дуге отверстия; на фиг. 4 - разрез В-В на фиг. 3. Устройство содержит головку 1с резцом 2, закрепленным в качающемся резцедержателе 3. Вращение резцовой головке сообщается от привода 4 через зубчатое колесо 5 и зубчатый венец 6. Для крепления привода 4 предусмотрен кронщтейн 7, установ-ленный на корпусе опорного стакана 8, несущего опорные планки 9, которыми он направляется по обработанному участку отверстия. Для того, чтобы обеспечить необходимое смещение обрабатываемой поверхности относительно участка отверстия, по которому направляется резцовая головка, предусмотрен кулачок 10, на который опирается обкатывающий его ролик- 11 качающегося резцедержателя 3, прижимаемый к нему усилием отжатия резца при резации и пружиной 12. Опорньй кулачок 10 имеет три рабочих участка, обкатьшаемых роликом 11 в различные периоды работы. Для расточки прямолинейного участка отверстия используется участок а, имеющий цилиндрическую поверхность, соосную с валиком 13, на котором кулачок закреплен. Для расточки участка отверстия, ось которого выполнена по дуге окружности, в период плавного перехода с обработки прямолинейного участка к дугообразному и наоборот, предназначен участок б, используемый при непрерывном осевом перемещении опорного кулачка 10. Для обработки участка отверстия с дугообразной осью после полного входа в него резцовой головки используется участок в. При этом участки айв используются при зафиксированном положении опорного кулачка 10 без осевого его пе емещения,
Радиус R траектории оси ролика 11 на участке а уменьшен на лR в сравнении с радиусом RQ образующей окружности тора отверстия, что опреде.ляет радиус окружности кулачка на 5 этом участке (см. фиг. 2).
Профиль участка в опорного кулачка 10 также очерчиваетЬя по экви дистанте траектории движения оси ролика 11. Последняя строится по 10 сечению тора обрабатываемого дугообразного участка отверстия в плоскости траектории вершины резца с условным совмещением их (фиг. 3).
Это сечение перпендикулярно оси fS резцовой головки. Принимается оно смещенным от перпендикуляра, восстановленного к ней из центра кривизны дуги оси отверстия на расстояние
д20
а + - где а - вылет резца 2 по оси
резцовой головки относительно направляющих планок 9, имеющих длину 8.
При этом построение траектории оси ролика 11 ведется по радиус-век- 25 торам р, проведенным из центра образующей окружности тора отверстия и уменьшенным по сравнению с ее радиус-векторами р также на ЛR . (фиг. 4).30
Для того, чтобы обеспечить плавный переход резцовой головки с прямолинейного участка-обработанного отверстия на дугообразный, построение криволинейной поверхности участ- ,, ка б кулачка 10 производится точно также по параллельным сечениям тора отверстия, смещенным на соответствующую величину от плоскости траектории резца при работе его по участ- о ку в кулачка.«
Опорный кулачок 10 при выполнении качающегося резцедержателя 3, как рычага первого рода, повернут в сторону, противоположную изгибу оси 45 отверстия. От поворота кулачок 10 удерживается скользящей шпонкой 14 валика 13, ориентирующей последний относительно опорного стакана 8 (фиг. 1).50
Для осевого перемещения кулачка 10 относительно резцедержателя 3 введен (на чертежах не показан) привод, расположенный на свободном конце гибкого вала 15, связывающего его 55 с кулачком 10. Вал 15 пропущен сквозь составной гибкий вал 16, присоединенньй к опорному стакану 8 резцовой
головки, сообщающий последней перемещение подачи и удерживающий ее от поворота при резании. Кольца составного гибкого вала 16 направляются по отверстию и вьшолнены по его диаметру. Остальная часть сос тавного вала 16 за пределами отверстия размещается в направляющей тру- . бе 17.
; Устройство работает следующим . образом.
Резцовая головка вводится в зараiHee обработанньй прямолинейный 1участок отверстия и выставляется в положение, при котором опорньй кула Чок 10 занимает исходное положение - при снятых люфтах в соединениях колец гибкого вала 16 поворачивается в сторону, противоположную изгибу оси обрабатываемого отверстия, и предельно сдвинут вперед так, что ролик 11 резцедержателя 3 располагается на участке а. При этом зафиксированном положении кулачища 10 ведется обработка прямолинейного участка отверстия. При подходе резца 2 к началу изгиба отверстия включается механизм осевогоперемещения опорного кулачка 10 относительно резцовой головки. Кулачок постепенно смещается назад относительно резцедержателя 3 в сторону, противоположную подаче, и ролик 11, обкатывая криволинейную поверхность участка б кулачка, обеспечивает обработку участка перехода и плавный вход опорного стакана 8 резцовой головки в дугообразный участок отверстия. Когда резцовая головка переместится на расстояние, равное а +
в
+ j с начала работы участка б опорного кулачка, осевое перемещение его прекратится и при обработке дугообразного отверстия по поверхности тора ролик 11 обкатывает участок в кулачка при зафиксированном его положении с предельным сдвигом его назад относительно резцедержателя 3. Такая обработка при неподвижном кулачке 10 продолжает до тех пор, пока отверстие не обработают на необходимый угол по дуге окружности ег его оси. Если после этого вновь требуется переход к обработке прямолинейного участка, то опорному кулачку 10 сообщается перемещение в про
