Известен автомат, в котором поштучный отбор заготовок осуществляется способом отделения, ориентации и центрирования плоских заготовок на вакуумной присоске.
Предлагаемый гибочный автомат совмещеННого действия отличается от известного тем, что у него пуансон, кроме своего прямого назначения, выполняет роль транспортирующего устройства. В связи с этим отпадает необходимость в транспортирующих вакуумных присосках. В предлагаемом автомате через сквозное отверстие, которое имеет вдоль продольной оси пуансона, непрерывно отсасывается воздух.
Пуансон также является органом досылаиия заготовок к матрице. Поэтому отпадает необходимость в досылателях и трафаретах.
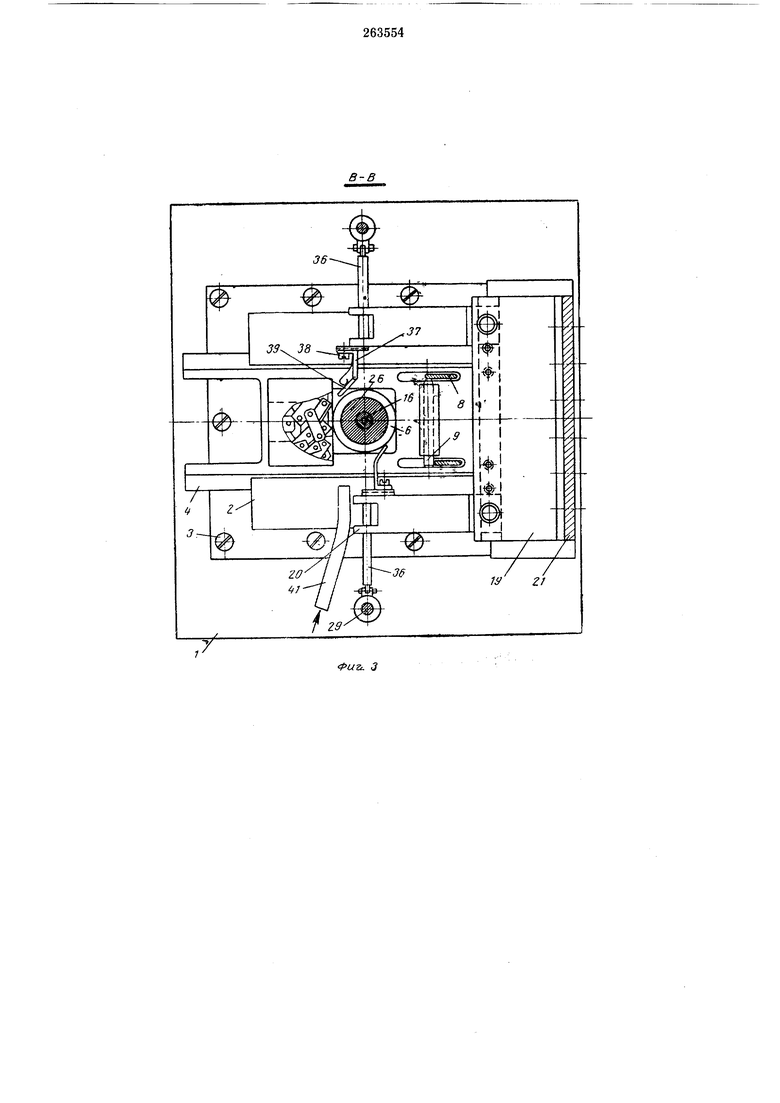
На фиг. 1 и 2 изображен предлагаемый автомат, взаимные разрезы по А-А и Б-Б; на фиг. 3-разрез по В-В на фиг. 2; на фиг. 4- разрезы и сечения элементов автомата по Г-Г, по , по Е-Е, по Ж-Ж, по И-И, по к.-К и по J7-Л.
Автомат расположен на плите /. Корпус 2 к плите крепится винтами 3. В пазах корпуса прерывисто возвратно-поступательно перемещается лоток 4 с окном 5 для загрузки плоских заготовок. В отверстии лотка жестко крепится матрица 6 с выталкивателем 7, расположенным в ее полой части. В поперечном
выступе лотка, в его направляющем отверстии может поворачиваться и возвратно-поступательно перемещаться под действием рабочих элементов клиньев 8 ползун 9. Каждый из клиньев удален от продольной оси ползуна на разное расстояние. Разность этих расстояний равна е (е диаметр ползуна). Клинья нижними концами входят в пазы лотка, а верхними жестко крепятся к подвижной базе 10, которая зажата между хвостовиком 11 и штоком 12. Верхняя часть втулки 13 находится в полости штока и возвратно-поступательно перемещается в нем, удерживаемая от поворота ВИНТОМ 14. Между выступами штока и втулки помещена пружина 15.
В нижнем отверстии втулки жестко закреплен пуансон 16. Шток 12 и пуансон 16 имеют разный ход, зависимый от уровня заготовок в бункере.
В том случае, если бункер загружен заготовками полностью, разность хода пуансона и штока равна максимальному значению в, а при пустом бункере - равна нулю. Соосныр отверстия в луансоне, втулке и штоке представляют собой непрерывный канал, который через полость штуцера 17 и шланг 18 сообщается с вакуумным насосом. Наружный контур пуансона в сечении представляет собой прямоугольник.
Благодаря пазам, в планке 19 паправляющие бобышки 20 можно перемещать при переналадке автомата. Стойки 21 и лоток 4 соединяются через пружину сжатия 22 и пружину растяжения 23, имеющие одинаковые силовые характеристики.
Если лоток находится в среднем положении, результирующая сила пружин равна нулю. При прерывистом возвратно-поступательном движении лотка под действием двух клиньев 8 и Обеих лружин «а него оказьгвают воздействие и два клина 24, расположенные в окнах корпуса 2 и поджатые к лотку пружинами 25. К бобышке 26 жестко крепится втулка 27, а также планка 28, в пазах которой расположены рычаги 29.
Рычаги, шарнирно прикрепленные к планке 28 через оси 30, совершают прерывистое колебательное движение. К верхним концам каждого из рычагов через оси 31 щарнирно крепятся по два ролика 32, которыми рычаги контактируют с лереналаживающимися частями подвижной базы 10 под действием пружин 33, одним концом надетых на опоры 34, жестко соединенные с планкой 28, а другим- на скобы 35, также жестко соединенные с рычагами 29.
На концы щтоков 36, возвратно-поступательно перемещающихся в направляющих бобыщках 20, надеты ориентаторы 37. Перемещая ориентаторы 37 перпедникулярно продольным осям этих штоков в горизонтальной плоскости и жестко фиксируя их в новом положении винтами 38, можно производить переналадку ориентаторов по ширине заготовок. Мягкий отогнутый скос 39 предотвращает заклинивание ориентаторов в случае попадания заготовки перпендикулярно отогнутым скосам при их взаимном сближении.
Для переналадки хода ориентаторов 37 на длину очередной партии заготовок необходимо переместить вверх или вниз переналаживающиеся части подвижных бобышек 20 с помощью винтов 40. Удаление заготовок, прощедших гибку, из зоны штампа осуществляется сжатым воздухом, подаваемым по шлангу 41.
Работа автомата заключается в следующем. На фиг. 1-4 в разрезах и сечениях изображен автомат в тот момент работы, когда лоток 4 смещен в крайнее левое положение, а пружина 22 растянута максимально. Ползун 9 переброшен рабочим наклонным скосом Л-Л верхнего по чертежу клина в сторону нижнего по чертежу клина 8 и контактирует с его лередней вертикальной плоскостью. Клинья 24 отведены от пазов лотка 4 на отрезок 8, равный половине длины хода лотка. Пружины 25 поджаты максимально. Ролики 32 контактируют с переналаживающимися частями подвижной базы 10 в верхней точке вертикального отрезка а. Ориентаторы 37 разведены в крайние положения. Пуансон 16 опущен в нижнее положение и через верхний торец втулки 13 контактирует с торцом
полости щтока 12. Пружина 15 сжата максимально.
Из крайнего нижнего положения жестко соединенные между собой хвостовики, подвижная база 10, клинья 8 и шток 12 начинают двигаться вверх. При их движении пуансон 16 остается в матрице 6 до тех пор, пока винт 14 не пройдет весь паз во втулке 13, после чего втулка 13 и пуансон 16 начинают двигаться вместе со штоком 12. Как только нижний торец луансона 16 войдет в полость втулки 27, начинают двигаться навстречу ориентаторы 37, срабатывая вхолостую, так как пуансон 16 поднимается вверх не от бункера, а от матрицы 6. К концу хода вверх нижний по чертежу клин 8 своей передней поверхностью выходит из контакта с ползуном 9, в результате чего лоток под действием разности усилий пружин 22 и 23 перемещается вправо на величину с и фиксируется в новом положении клиньями 24, которые под действием пружин 25 заладают в пазы лотка.
Из крайнего верхнего положения хвостовики 11 к жестко связанные с ним элементы автомата начинают двигаться вниз. В самом начале движения рабочая наклонная плоскость клипа 8 входит в контакт с ползунами и через него ведет лоток 4 вправо на отрезок б в крайнее положение, в результате чего под пуансон подводится бункер. В результате перемещения лотка 4 в крайнее правое лоложение клинья 24 выходят, сжимая пружины 33, из пазов лотка, а ползун 9, пройдя наклонную плоскость, контактирует с задней вертикальной плоскостью клина 5. В это время начинает приближаться к бункеру пуансон 16, вышедший из полости втулкИ 27; одновременно расходятся ориентаторы 37. Коснувшись уровня заготовок в бункере, пуансон 16 останавливается, и на оставшемся отрезке хода штока 12 происходит лишь сжатие пружины 15. Одновременно с этим нижний ло чертежу клин 8 скосом Л-Л перебрасывает ползун 9 в сторону верхнего по чертежу клина.
При движении хвостовика 11 и жестко Связанных с ним элементов вверх сначала происходит разгрузка пружины 15, а затем пуансон 16, захватив из бункера Одну или несколько заготовок, движется вверх, заходя в полость втулкИ 27, оставляя при этом на торце ее заготовки, удерживаемые действием отсоса воздуха через полость пуансона. В это время ролики 32 движутся по наклонным плоскостям подвижной базы 10 (отрезок б), в результате ориентаторы сближаются, леремещая заготовки на торце втулки 27. От этого перемещения полость втулки полностью перекрывается одной заготовкой, а прочие падают назад, в бункер. К концу хода вверх ползун выходит из контакта с вертикальной рабочей плоскостью верхнего по чертежу клина 8 и под действием пружин 23 и 22 перемещается на отрезок в, где фиксируется клиньями 24, запавщими в пазы лотка 4.
При движении хвостовика и жестко связанных с ним элементов вниз сначала происходит контактирование ползуна с наклонной рабочей плоскостью верхнего но чертежу клина, пройдя которую, ползун перемещает лоток в крайнее левое положение, в результате чего под пуансон подводится матрица. В это время ориентаторы расходятся, так как ролики 32 контактируют с вертикальной частью базы Ю (отрезок а). Тем временем пуансон, двигаясь вниз, выходит из полости втулки 27, снимает заготовку с ее торца и досылает ее к матрице, где осуществляет гибку заготовки на выталкивателе 7. Одновременно с этим клин, дославщий лоток В крайнее левое .положение, своим наклонным скосом перемещает ползун в осевом направлении, отчего он начинает контактировать € передней рабочей плоскостью .нижнего по чертежу клина.
При движении хвостовика вверх сначала происходит разгрузка пружины 15. Затем движется вверх пуансон 16, подавая прощедшую
гибку заготовку до торца втулки 27, которым заготовка снимается с пуансона, защедщего в полость втулки, после чего удаляется сжатым воздухом, подаваемым ino шлангу 41 в емкость. Описанные этапы работы автомата идут иериодически.
Предмет изобретения
Автомат для гибки листовых заготовок, содержащий вакуум-насос и смонтированный в верхней части корпуса пуансон, а в нижней части - матрицу, отличающийся тем, что, с целью повыщения экаилуатационной надежности автомата и упрощения его конструкции, пуансон выполнен с осевым каналом, сообщающимся с вакуум-насосом и связывающим лоследний с отверстием во втулке, установленной соосно с пуансоном в верхней части корпуса и обеспечивающей удержание заготовки и направление пуансона, служащего для пощтучного отделения заготовки, и досылание иоследней к матрице.
К 2
Л-А
30 19 33 J
Фиг.. 

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ШТУЧНЫХ ЗАГОТОВОК В ЗОНУОБРАБОТКИ | 1970 |
|
SU269908A1 |
| Штамп-автомат | 1984 |
|
SU1214304A1 |
| ШТАМП-АВТОМАТ ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2004 |
|
RU2262406C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Загрузочное устройство | 1984 |
|
SU1202794A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |