7 /, 21232
f™
31
СП
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для резки заготовок | 1987 |
|
SU1558645A1 |
| Загрузочное устройство | 1991 |
|
SU1821332A1 |
| Загрузочное устройство | 1991 |
|
SU1814607A3 |
| Загрузочное устройство | 1990 |
|
SU1774910A3 |
| Загрузочное устройство | 1986 |
|
SU1323332A1 |
| Устройство для выдачи ступенчатых цилиндрических заготовок | 1981 |
|
SU961921A1 |
| Загрузочное устройство | 1985 |
|
SU1316785A1 |
| Устройство для поштучной выдачи заготовок | 1973 |
|
SU500857A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| СТАНОК-АВТОМАТ ДЛЯ НАПЛАВКИ ПОЯСКОВ ПА ТРУБНЫЕЗАГОТОВКИ | 1968 |
|
SU231687A1 |
Изобретение относится к автоматическим загрузочным устройствам, предназначенным для поштучной выдачи заготовок типа труб к обрабатывающим станкам. Целью изобретения является расширение технологических возможное тей за счет обеспечения надежной подачи из бункера в зону обработки цилиндрических заготовок разного диа метра. Для этого устройство снабжено механизмом изменения угла об наклона бункера 2, выполненного в виде
d, 1 18 К W РигЗ
стоек 3, шарнирно связанных с рамой 1 и регулируемыми тягами 7, Кроме того, бункер 2 .установлен с возможностью регулировочного перемещения h, а отводящий лоток 21 выполнен телескопическим. Это позволяет устанавливать бункер в необходимое полож,е- ние для подачи в зону обработки цилиндрических заготовок 22 разного диаметра. Выдача заготовок 22 из бункера 2 осуществляется с помощью ножевого захвата 17, связанного со штоком 16 пневмоцилиндра 15. При выдвижении захвата 17 в крайнее верхнее
1
Изобретение относится к машино- строению, в частности к автоматическим загрузочным устройствам,предназначенным для поштучной выдачи заготовок типа труб к обрабатывающим станкам.
Целью изобретения является расширение технологических возможностей устройства за счет обеспечения надежной подачи из бункера в зону обработки цилиндрических заготовок раного диаметра.
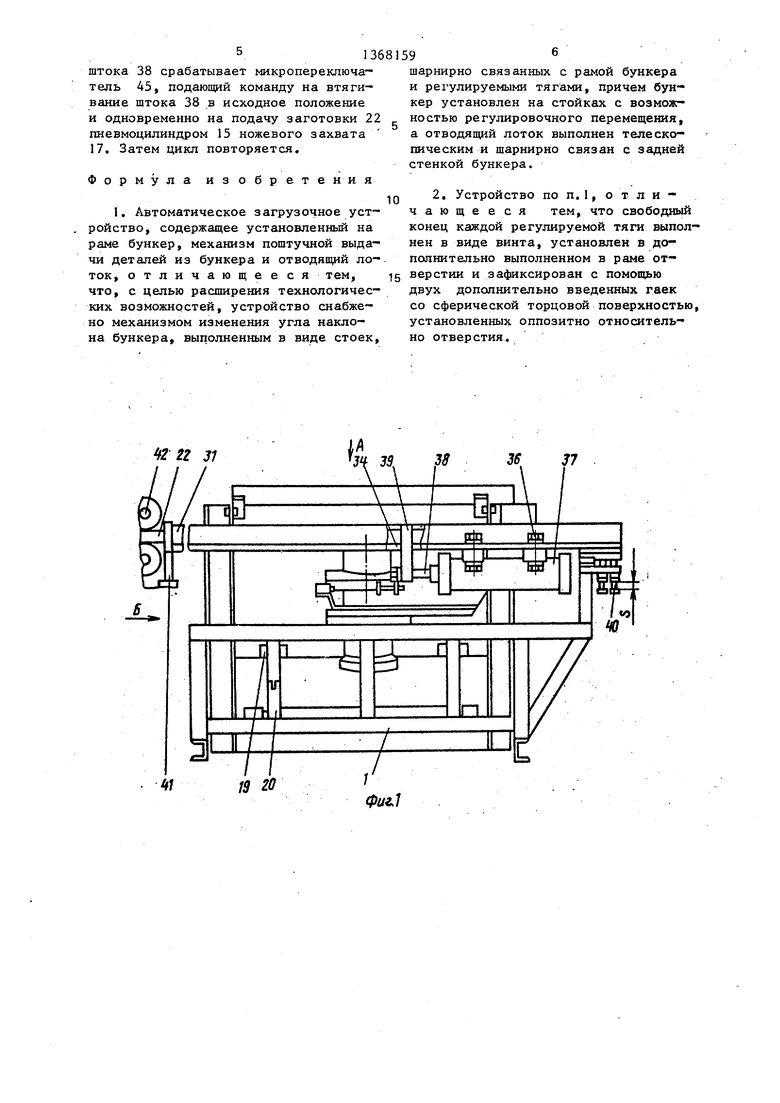
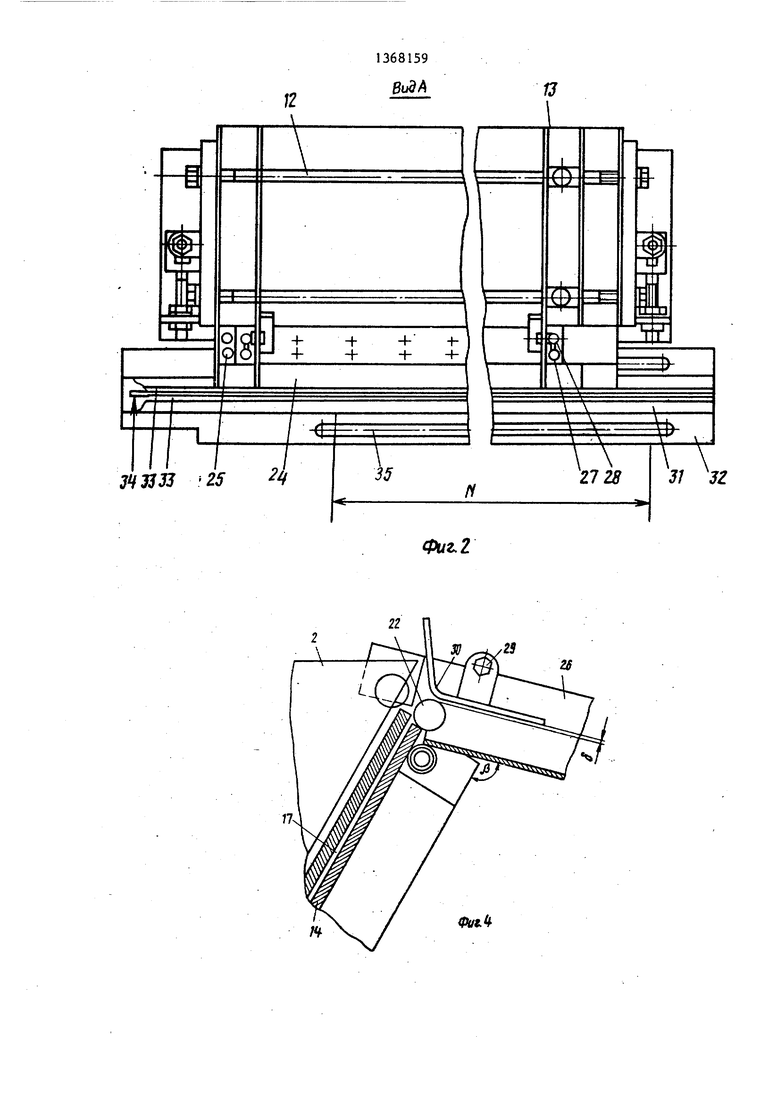
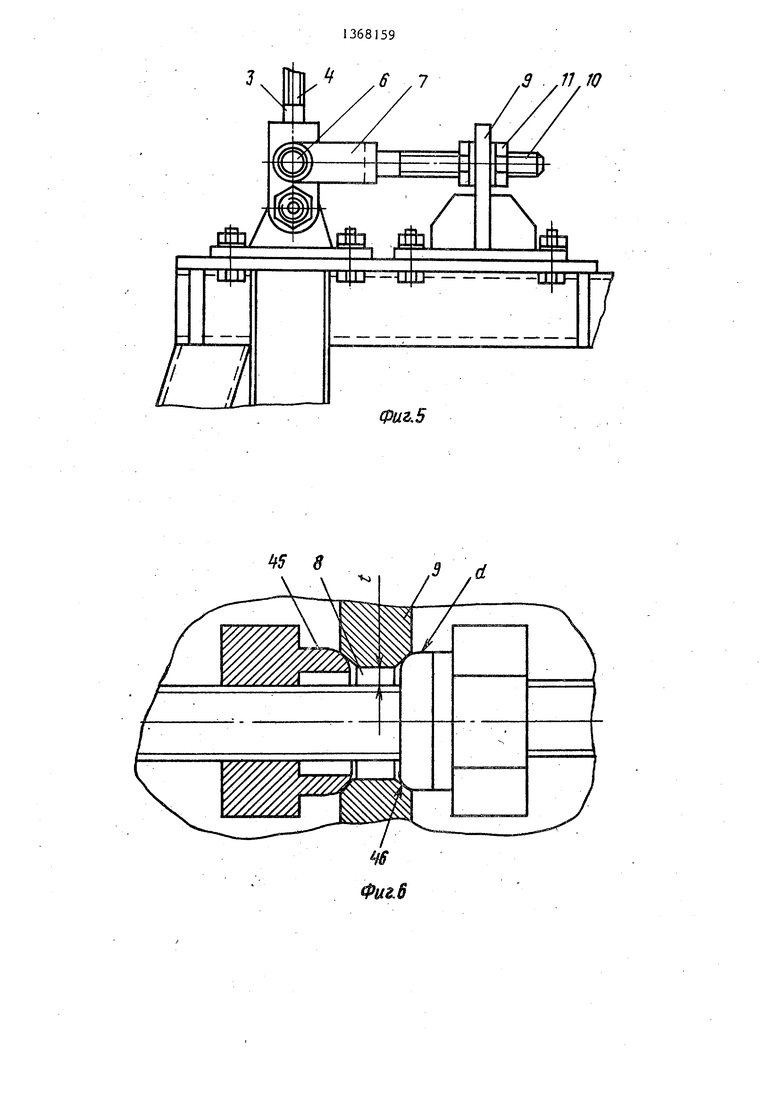
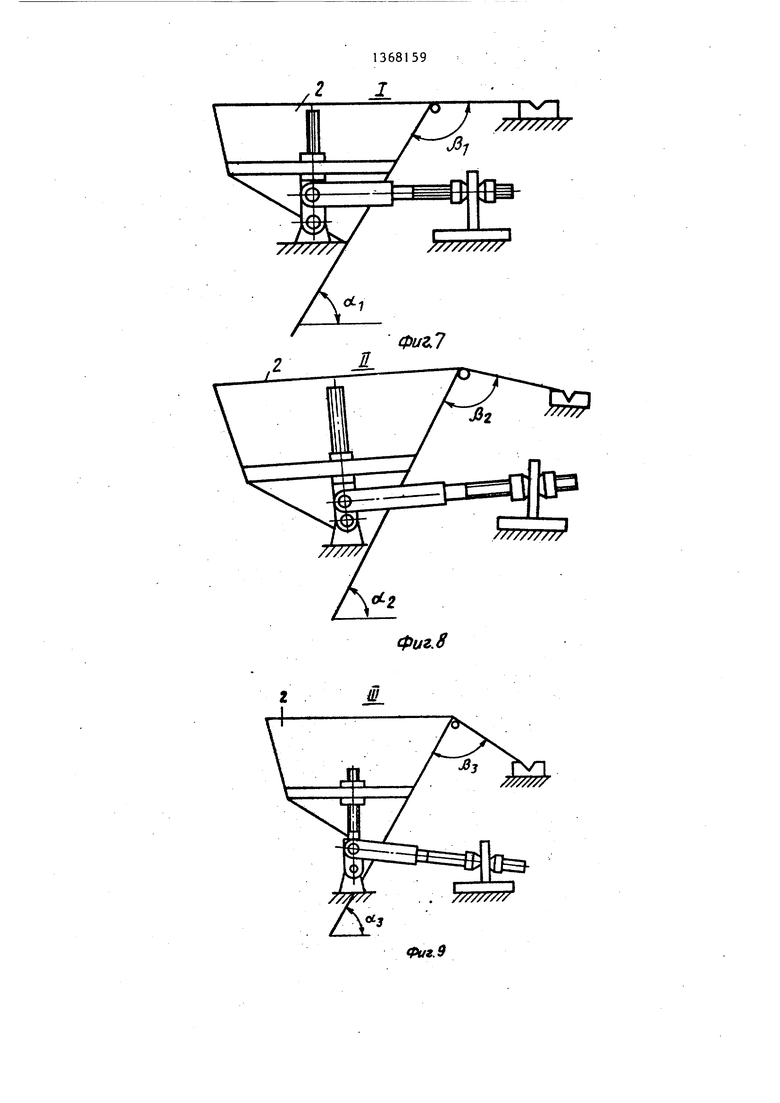
На фиг.1 показано предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1 ;.. 1; на фиг. 3 - вид Б на фиг.1; на фиг, 4 - место соединения бункера с телескопическим отводящим лотком во время подачи заготовок; на фиг.5 механизм изменения угла наклона бункера; на фиг. 6 - соединение регулируемых тяг с рамой бункера, на фиг. 7 - 11 - предельные положения бункера.
Автоматическое загрузочное устройство содержит раму 1, бункер 2, установленный с возмржностью перемещения на расстояние по стойкам 3, шарнирно прикрепленных к раме 1,Стойки 3 выполнены с резьбой 4 и регулировка бункера осуществляется с помощью гайки 5. Бункер 2 установлен под углом, к раме 1 устройства. Для изменения угла ci. наклона бункера 2 к стойкам 3 шарнирами 6 прикреплены регулируемое тяги 7, закрепленные в отверстиях 8 опор 9, жестко связанположение заготовка скатывается на телескопический отводящий лоток 21 и попадает на две направляющие 31, а затем посредством захвата, перемещающегося между этими направляющими, подается в зону обработки. Для переналадки бункера необходимо с помощью гаек 5 на стойках 3 и гаек со сферической торцовой поверхностью натягах 7 изменить угол об наклона бункера и совместить свободный конец телескопического отводящего лотка 21 с направляющей 31. 1 з.п. фг-лы, 11 ил.
ных с рамой 1. Свободные концы тяг 7 выполнены в виде винтов 10 и снабжены гайками 11. В бункере 2 на направ- ляющих штангах 12 установлена подвижная ограничительная секция 13. К задней стенке 14 бункера 2 жестко прикреплен пневмоцилиндр 15, шток 16 которого шарнирно связан с ножевым
з-ахватом 17, установленным в направляющих 18 бункера 2, Ножевой захват 17 шарнирами 19 соединен с поддерживающими тягами 20. В верхней части задней стенки 14 бункера 2 шарнирно
закреплен под углом телескопический отводящий лоток 21 выдачи заготовок 22. Дно отводящего лотка 21 выполнено из пластин 23 и 24, соединенных болтами 25. Передвижные боковые стен-
ки 26 лотка 21 установлены в поперечных пазах 27 дна лотка и фиксируются винтами 28. На передвижных боковых стенках 26 закреплены на осях 29 Г- образные упоры 30, Г-образные упоры
30 установлены с зазором 8 относительно подаваемой заготовки 22, причем зазор S выбирается не более 1/2 диаметра подаваемой заготовки. Телескопический отводящий лоток 21 свободным концом установлен на направляющей 31. Направляющая 31 состоит из двух частей жестко закрепленных на общей планке 32 с зазором J .Для направления подаваемой заготовки со
стороны зазора у обе части направляющей 31 имеют скосы 33. Общая планка 32 выполнена с пазом 34, совпадающим с зазором у направляющей 31,
С нижней стороны общей планки 32 в направляющих пазах 35 закреплен болтовыми соединениями 36 толкатель,выполненный в виде пневмоцилиндра 37. Шток 38 пневмоцилиндра 37 снабжен ножом 39, установленным в пазу 34 общей планки 32 и зазоре ir направляющей 31, Пневмоцилиндр 37 установлен с возможностью перемещения на расстояние N в направляющих пазах 35. Общая планка 32 крепится к раме 1 болтовыми соединениями 40 с возможностью перемещения в вертикальном направлении на расстояние s . Вторым концом общая планка 32 стыкуется с направляющей 41 обрабатываю щего станка (не показан) в зоне действия его захватного органа 42. Пневмоцилиндр 15 снабжен микропереключа- 20 29. Перемещаясь в вертикальном наптелями 43 и 44, а пневмоцилиндр 37 снабжен микропереключателем 45. Тяги 7 установлены в отверстиях 8 опор 9 с зазором t. Отверстия 8 опор 9 выполнены с коническими фасками 46, а гайки 11 выполнены со сферическими торцовыми поверхностями d соразмерными коническим фаскам 46 отверстий 8.
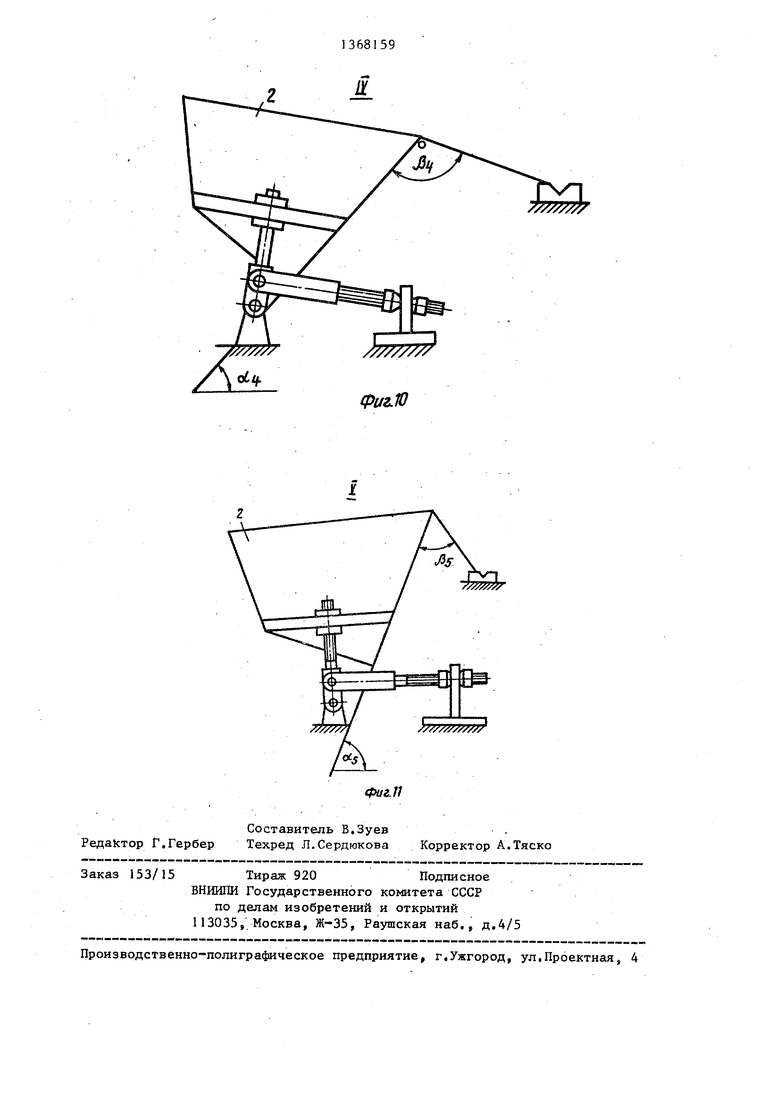
Для захвата заготовок различного диаметра ножевым захватом 17 бункер 2 может занимать положения I - V, а также любое промежуточное между ними положение. При крайнем нижнем положении бункера относительно стойки угол наклона бункера равен oii , а угол наклона лотка выдачи по отношению к бункеру равен (положение I). При крайнем нижнем положении бункера и его наклона влево угол наклона бункера равен ct , а угол . наклона лотка выдачи равен (наклон бункера вправо не используется из-за невозможности скатывания заготовки по лотку выдачи). (Положение II). При крайнем верхнем положении бункера угол наклона бункера равен Ыэ, а угол наклона лотка выдачи - в 5 (патожение III). При крайнем верхнем положении бункера и его наклоне вправо угол наклона бункера равен ci4 а угол наклона лотка выдачи равен (положение IV). При крайнем верхнем положении бункера и
равлении в пределах расстояния S общая планка 32 стыкуется с направляющей обрабатывающего станка в зоне действия его захватного органа 42.0т
25 водящий лоток 21 выдвигается и устанавливается на направляющую 31. Ноже вой захват 17 находится в крайнем нижнем положении.
Пакет заготовок 22 загружается в
30 бункер 2. При нажатии кнопки Пуск (не показана) начинает выдвигаться щток 16 пневмоцилиндра 15, связанный с ножевым захватом 17, Ножевой захват 17 по направляю11Д1м 18 бункера 2
25 подается вверх, захватывая заготовку 22 и подает ее на отводящий лоток 21. Г-образные упоры 30 установленны на передвижных боковых стенках 26 отводящего лотка 21 с зазором 6 от-
40 секают лишние захваченные заготовки 22 и своими скругленными кромками вы талкивают их обратно в бункер 2. В крайнем верхнем положении ножевого захвата 17 срабатывает микропереклю45 чатель 43 и ножевой захват возвраща- .ется в крайнее нижнее положение, а заготовка 22 по лотку 21 выдачи скатывается на направляющую 31 и устанавливается между ее скосами 33. При
50 возвращении в крайнее нижнее положение ножевого захвата, срабатывает микропереключатель 44, отключающий движение ножевого захвата и включающий выдвижение штока 38 пневмоцилинд
его наклоне влево угол наклона бун- рд 37, Нож 39 толкателя перемещается
кара равен , а угол наклона лотка равен (положение V).
Устройство оснащается также, не показанными на чертежах, пневмораспв зазореG направляющей 31, передвига ет заготовку 22 и подает ее в зону действия захватного органа 42 обрабатывающего станка, В конце выдвижения
ределителями, подающими рукавами, системой подготовки воздуха, пусковыми кнопками,
Устройство работает следующим образом.
В зависимости от диаметра и массы подаваемых заготовок бункер 2 уста навливается подающим механизмом и тя-
гами в одно из положений I - V или в любое промежуточное положение. Затем устанавливается ширина бункера в соответствии с длиной подаваемых заготовок. Для этого подвижная ограничительная секция 13 перемещается по направляющим штангам 12. В зависимости от диаметра заготовок выбирается зазор G , для чего Г-образные упоры 30 поворачиваются на осях
равлении в пределах расстояния S общая планка 32 стыкуется с направляющей обрабатывающего станка в зоне действия его захватного органа 42.0тводящий лоток 21 выдвигается и устанавливается на направляющую 31. Ножевой захват 17 находится в крайнем нижнем положении.
Пакет заготовок 22 загружается в
бункер 2. При нажатии кнопки Пуск (не показана) начинает выдвигаться щток 16 пневмоцилиндра 15, связанный с ножевым захватом 17, Ножевой захват 17 по направляю11Д1м 18 бункера 2
подается вверх, захватывая заготовку 22 и подает ее на отводящий лоток 21. Г-образные упоры 30 установленные на передвижных боковых стенках 26 отводящего лотка 21 с зазором 6 от-
секают лишние захваченные заготовки 22 и своими скругленными кромками выталкивают их обратно в бункер 2. В крайнем верхнем положении ножевого захвата 17 срабатывает микропереключатель 43 и ножевой захват возвраща- ется в крайнее нижнее положение, а заготовка 22 по лотку 21 выдачи скатывается на направляющую 31 и устанавливается между ее скосами 33. При
возвращении в крайнее нижнее положение ножевого захвата, срабатывает микропереключатель 44, отключающий движение ножевого захвата и включающий выдвижение штока 38 пневмоцилиндв зазореG направляющей 31, передвигает заготовку 22 и подает ее в зону действия захватного органа 42 обрабатывающего станка, В конце выдвижения
штока 38 срабатывает микропереключатель 45, подающий команду на втягивание штока 38 в исходное положение и одновременно на подачу заготовки 22 пневмоцилиндром 15 ножевого захвата 17, Затем цикл повторяется.
Формула изобретения
1, Автоматическое загрузочное устройство, содержащее установленный на раме бункер, механизм поштучной выдачи деталей из бункера и отводящий лоток, отличающееся тем, что, с целью расширения технологических возможностей, устройство снабжено механизмом изменения угла наклона бункера, выполненным в виде стоек.
2 22 J7
4f
19 20
шарнирно связанных с рамой бункера и регулируемыми тягами, причем бункер установлен на стойках с возможностью регулировочного перемещения, а отводящий лоток выполнен телескопическим и шарнирно связан с задней стенкой бункера.
2, Устройство по п.1, о т л и - чающееся тем, что свободный конец каждой регулируемой тяги выполнен в виде винта, установлен в дополнительно выполненном в раме отверстии и зафиксирован с помощью двух дополнительно введенных гаек со сферической торцовой поверхностью, установленных оппозитно относительно отверстия.
Jf. 37
фиг.1
25
f
31 3Z
Фиг.2
23
2S
Фut
5 8
Фиг.5
. . /////// //
А«
Фиг.9
Фиг,8
| МалоБ А.Н | |||
| Загрузочные устройства для металлорежущих станков | |||
| - М.: Машиностроение, 1972, с.61, рис.39. |
