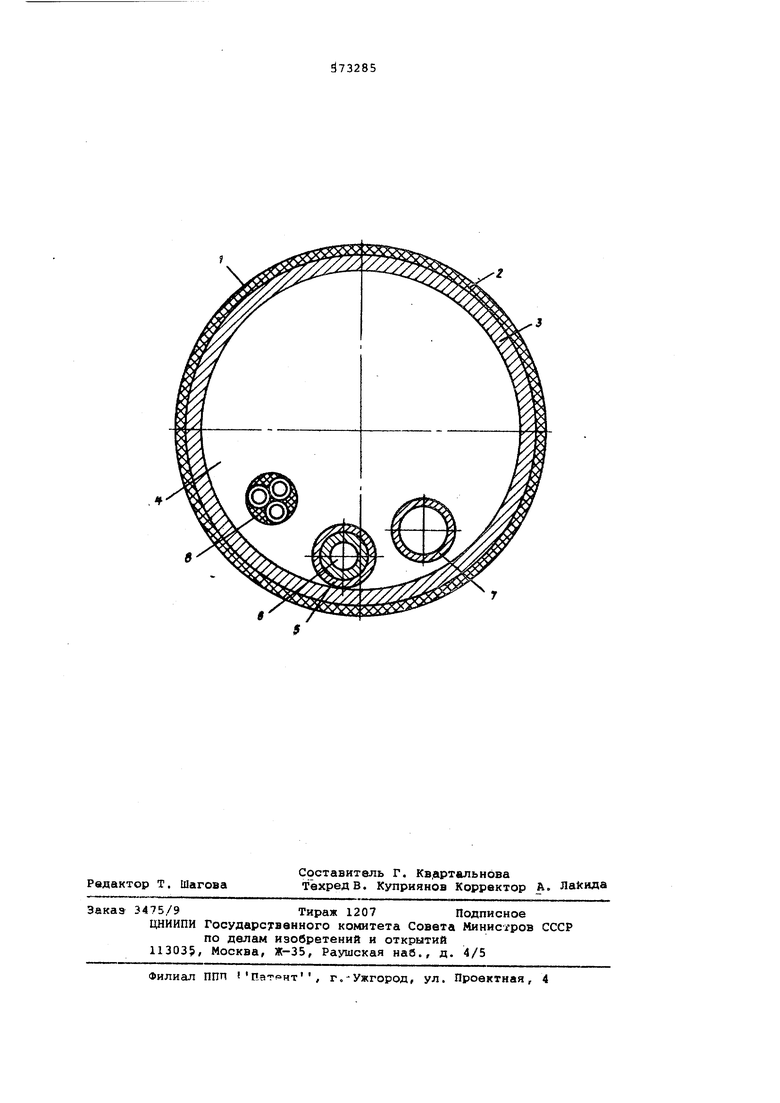
Изобретение относится к дуговой сварке в защитных газах и может быть использовано в оборудовании, предназначенном для выполнения сварочных работ с отсосом вредных газов из зоны сварки. Известен шланговый провод для сварочных автоматов и полуавтоматов, содержащий наружную оболочку, канал для подачи проволоки, выполненный в виде проволочной спирали и расположенный коаксиально с наружной оболочкой, и токоподводящие проводники, размещенны по окружности канала для подачи прово локи. Шланговый провод снабжен) допол нительной внутренней оболочкой, обхва тывающей токоподводящие проводники и расположенной коаксиально с наружной оболочкой на некотором расстоянии от нее и образующей кольцевой канал для подачи защитного газа или охлаждающей воды, а также двумя тросами, один из которых расположен между каналом для подачи проволоки и токоподводящими проводниками, а другой - между токопроводящими проводниками и внутренней оболочкой, причем первый трос прикреп лен к проволочной спирали, а второй к токрподводящему проводнику . Такой шланговый провод не может оыть использован при сварке с отсосом вредных газов из зоны сварки/ при этом обойма одной из планшайб выполнена с продольными разрезами и подпружинена от носительно шланшайбы,: вторая планшайба соединена с в привода вращения свариваемого изделия, а сами шланшайбы связаны кинематически. Наиболее близким по технической сущности и достигаемому эффекту к описываемому изобретению является гибкий шланговый провод с эластичной несплющивающейся оболочкой, выполненной из электроизоляционного материала, образующей внутренний канал для отсоса вредных газов с расположенными в ней кабелем для подвода .тока сварки выполненным с каналом, для направления присадочной проволоки, трубкой для подачи защитного газа и проводами пульта управления 2 . Недостатком извертного шлангового провода является: дов ольно большой вес, обусловленный необходимостью использования кабелей большого сечения при ведении процесса сварки на больших плотностях тока, что затрудняет работу сварщика. Для улучшения условий труда сварщика при ведении процесса сварки на высоких плотностях тока путем шунтировани тока через несплющивающуюся оболочку в шланговом проводе, содержащем эластичную несплйщиванлцуюся оболочку из электроизоляционного материала с внут ренним каналом для отсоса вредных гаэов, а также расположенные внутри канала кабель для подвода тока сварки, выполненный с каналом для направления Ьрисадочной проволоки, и трубку для Ьодачи защитного газа и провода пульта управления, несплющивающаяся обопо-4ка выполнена с внутренним слоем из электропроводного материала, а кабель для подвода тока сварки проложен асим метрично оси шлангового провода з кон такте с внутренним слоем несплющивающейся оболочки по всей длине шлангово го провода. На чертеже изображен предлагаемый шланговый провод, поперечный разрез. ГИланговый провод состоит из несплющивающейся эластичной оболочки 1, имеющей два слоя, наружный слой 2 из элект роизоляционного материала, например ре йины, внутренний слой 3 из электропройодного материала, обладающего малым удельным весом, например из сплава на основе алюминия, магния и др. Внутренний канал 4 оболочки 1 служит для отсоса вредных газов. Внутри канала 4 Асимметрично оси шлангового провоДа, проложен кабель 5 для подвода тока сва ки, выполненный с канаЛом 6 для направ ления при с aa&yffOffпроволоки. Кабель 5 находится в контакте с внутренним элек 4)опрОБОдным слоем 3 по всей длине шлан га. Внутри канала 4 расположены также трубка 7 для подачи защитного газч и провода 8 пульта управления. При подаче сварочного тока к сэароч ному кабелю последний шунтируется на оболочку, благодаря контакту между неизолированным сварочным кабелем и внутренней поверхностью оболочки. Отсасываемое газы, проходящие внутри оболочки с внутренней стороны, охлаждают ее. Благодаря этому становится возможным увеличить допустимую плотность сварочного тока в 1,4-1,8 раза и более. Изобретение позволяет сократить расход меди (примерно на 50-80%), уменьшить вес гибкого шланга и улучшить условия труда сварщиков. Формула изобретения Шланговый провод, содержащий эластичную, несплющивающуюся оболочку, из электроизоляционного материала с внутренним каналом для отсоса вредных газов, а также расположенные внутри канала кабель для подвода тока сварки, йыполненный с каналом для направления присадочной проволоки, трубку для подачи защитного газа и провода пульта управления, отличающийся тем, что, с целью улучшения условий труда сварщика при ведении процесса сварки на высоких плотностях тока путем шунтирования тока через несплющивающуюся оболочку, последняя выполнена с внутренним слоем из электропроводного материала, а кабель для подвода тока сварки проложен асимметрично оси :йшангового провода в контакте с упом(-; мутым слоем по всей длине шлангового провода. Источники информации, принятые во внимание при экспертизе: 1.Патент СССР 225096, кл. В 23 К 9/16, 1965 2.Вьшоженнс.я заявка Франции № 2249738, кл. В 23 К 9/28, 1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Шланг к сварочным горелкам для дуговой сварки | 1982 |
|
SU1110574A1 |
| ШЛАНГОВЫЙ ПРОВОД | 1995 |
|
RU2080970C1 |
| Горелка для электродуговой сварки в защитных газах | 1988 |
|
SU1698000A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Электрододержатель для ручнойдугОВОй СВАРКи C OTCOCOM гАзОВ | 1979 |
|
SU795808A1 |
| Устройство для сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU996128A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1175637A1 |
| ШЛАНГОВЫЙ ПРОВОД | 1965 |
|
SU225096A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996131A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |