(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ
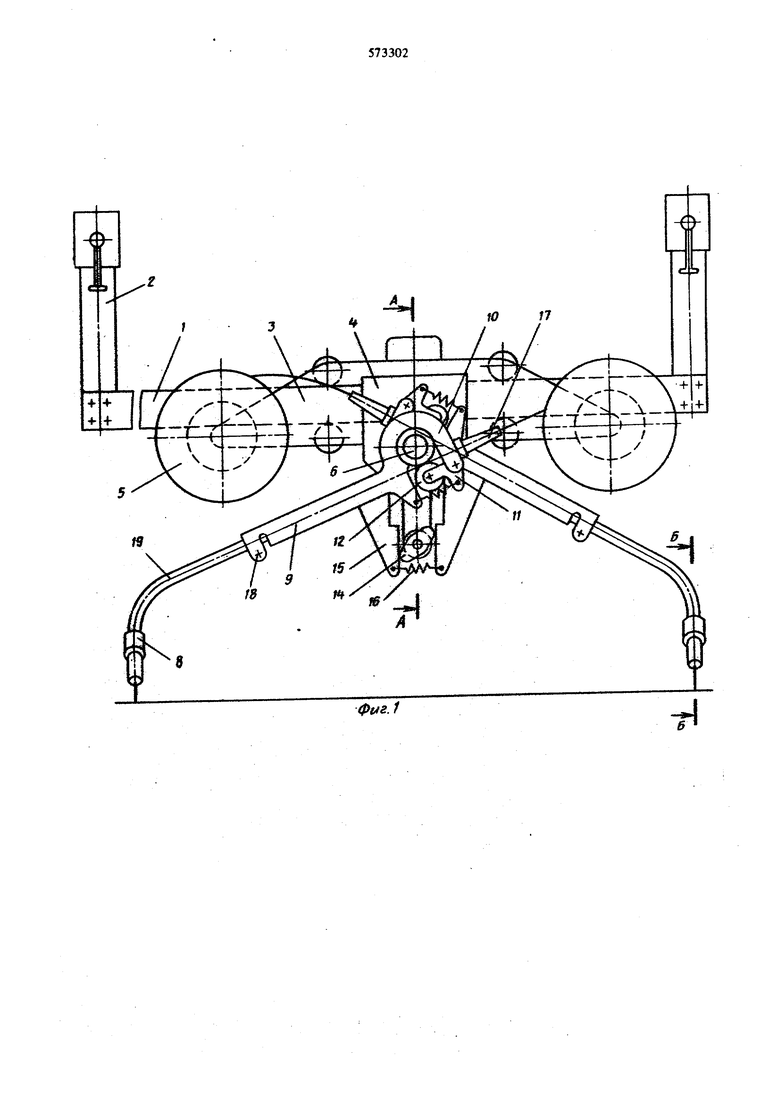
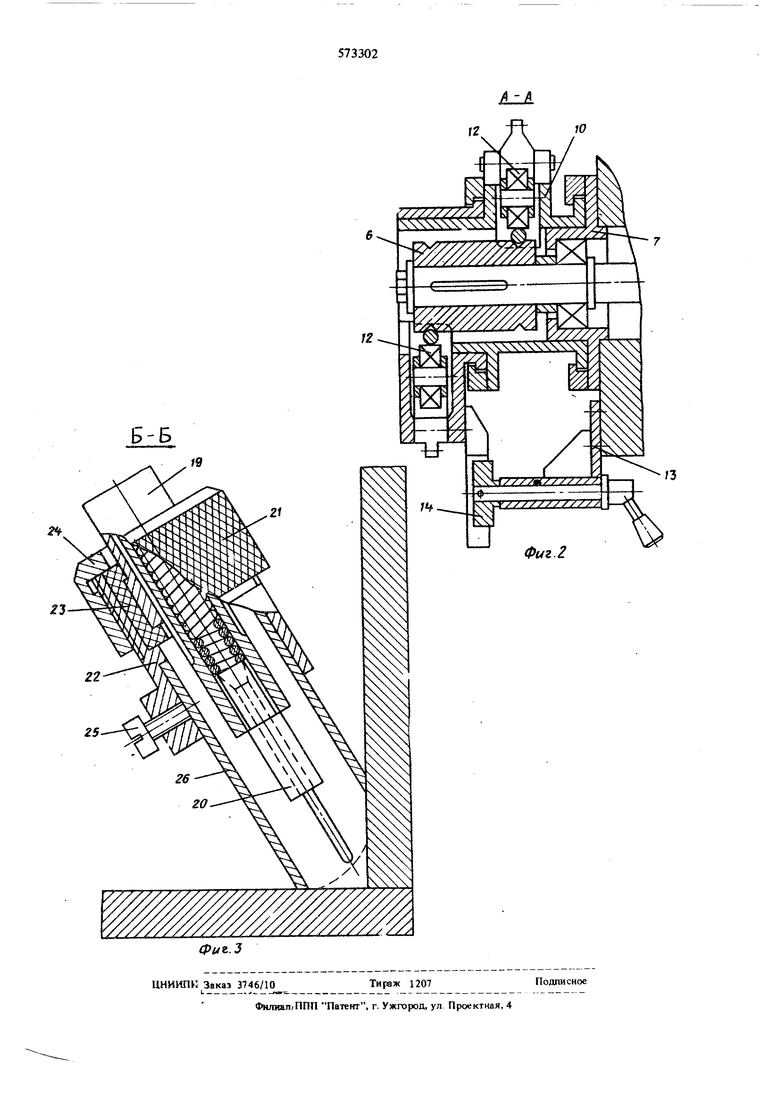
ка 3 с закрепленными на ней механизмом 4 двусторонней подачи проволоки и двумя кассетами 5 электродной проволоки. На выходном валу механизма 4 двухсторонней подачи ( останов лен подающий ролик 6. Мехаюэм двусторонней подачи проволоки снабжен цапфой 7 (фиг. ,), установленной соосно подающему ролику 6. На тележке 3 укреплены сварочные горелки 8, одна из которых расположена впереди тележки, а вторая сзади.
На каждой из горелок 8 жестко укреплена грубчатая итнга 9 с каналом для направлення электродной проволоки. Верхний конец трубчатой шганги 9 выполнен в виде V-образного хомута 10. На одном конце каждого V-образного хомута шармирно установлен рычаг 1, шарнирно связанный с прижимным роликом 12 механизма яодата провожжн. Рычаг 11 подпруж}1Нен откосигельЧ) другого конца V-образного хомута 10. У-образныв хомуты уетаяовлеша на цапфе 7 с возможмостыю поворота относительно ее осм,
На кронштейне 13 (фиг. 2) механизма двусторонней поволоки установлен овальный кулачок 14.
Каждая нз трубчатых штанг 9 снабжен упо|юм IS, взаимод ствуиндам с кулачком 14. На упорах 15 заркеплена пружина 16. Трубчатые штант 9 снабжеш вход}шми наконечниками 17 дня шшравлешя присадочной притолоки. Нижние конкм штанг 9 снабжешл зажимами 18 для закрепления горелках 8.
Горелка 8 (фиг. 3) содержит жесткую изогнутую трубку 19 с резьбой для крепления токоподвояяшего наконечника 20. Внутри трубки 19 к канала трубчатой шташи размещены спиралеобразные направляюише 21 для электро{и« й проволоки. В корнусе 22 горелки 8, установленном ка трубке 19 с помощью изолятора 23 и накидной гшки 24, закреолеяо винтом 25 сопло-копир 26.
Устройство работает следуклцим образом.
С помощью CTpyfkiHH 2 направляющий рельс 1 с установленкЫ на нем самоходной тележкой 3 закрепляют на свариваемом изделии. Штанги 9 с горелками 8 подняты с помощью кулачка 14 в нерабочее положеш(е.
Самохощсую тележку 3 перемещают так, чтобы одна нз горелок 8 установилась в начале шва. этого кулачок 14 поворачивают,-освобождая штанги 9, которые под действием пружины 16 прижимают сопла-копиры 26 горелок 8 к свариваемому соединению, обеспечивая надежное копирование его траектории.
В процессе сварки штанги 9 имеют возможность поворачиваться вокруг соосной подающему ролику 6 цапфы 7. Электродные проволоки вместе с прижимными роликами 12 при этом обкатьшаются вокруг подающего ролика 6, не образуя изгибов, которые могли бы помешать надежнол подаче проволоки любых видов (сплошного сечения или порошковой) и любого диаметра.
Высокая шдежиость описакж7го устройства, его компактность и удобство в жсплуатации обеспечивают вькхжую произво штельиость сваркя как в монтажных, гак и в стационарных условиях, в том «юсле в ограниченном пространстве.
Формула изобретения
Ус1ПРо с во для злектродуговой автоматической сварки, содержащее ншлравляющий рельс, установленную иа нем самоходаую теле5кзсу с укрепленш 1ми ш ней кассехаАШ с электродной проволокой,
25 механизмом подачи проволоки с прижимными ролшсэАи и (яаро1{ш 1ми горелками, расположенныьш впереди и самоходшй тележки, отличающееся тем, что, с целью сварки угловых швов с использованием сопла-копира и обесэтечешя
30 надежжэсти подачи электродаой проволоки любых видов при ишользовашш механизма двусторонней 1юдачи проволоки с одагам оодающим роликом, механизм подачи снабжен устаиовленной соосно с подаюцдам роликом цапфой, на каждой из
35 горелок жестко укреплена трубчатая штанга с каналом для направления электродной проволоки и с выполненным на верхнем конце штанги . V-образным хомутом, на одном конце которого шарifflpHc установлен рычаг, шарнирно связанный с
40 прижимным роликом механизма подачи проволоки и подаружиненный относительно другого конца хсмута, при этом V-образные хомуты установлены на цапфе с возмохсностью поворота относительно ее оси, а сами трубчятые штанги взаимно
45 подпружинены.
Источники информации, принятые во внимание при жспертизе:
1. Патент Франции N 209828, М.Кл. В 23 К 9/00 14.02.72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Устройство для автоматической электродуговой сварки тавровых соединений | 1985 |
|
SU1250433A1 |
| Устройство для автоматической сварки угловых швов | 1982 |
|
SU1142248A1 |
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| Устройство для дуговой сварки плавящимся электродом | 1976 |
|
SU719841A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО РАЗДЕЛКИ СВАРИВАЕМЫХ КРОМОК ШВА | 1991 |
|
RU2032516C1 |
| Устройство для автоматической сварки угловых швов | 1978 |
|
SU912459A1 |
| Устройство для корректировки положения сварочной горелки относительно стыка свариваемых кромок | 1982 |
|
SU1050838A1 |
| Сварочная головка | 1987 |
|
SU1530388A1 |