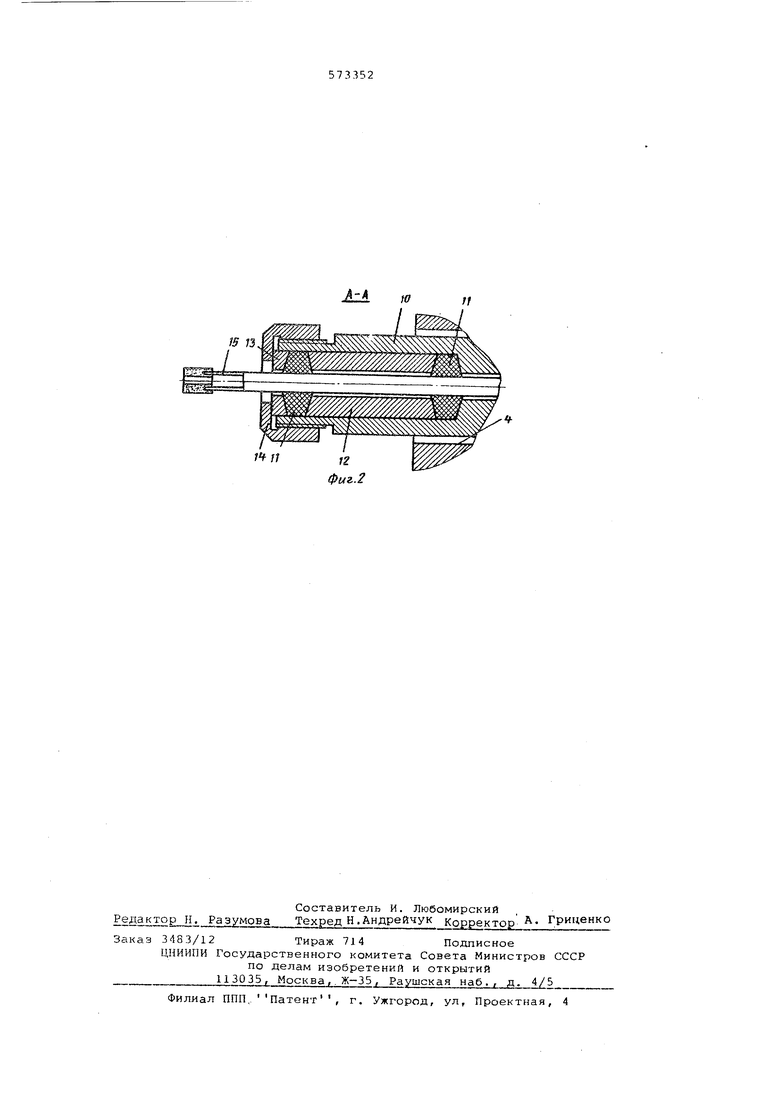
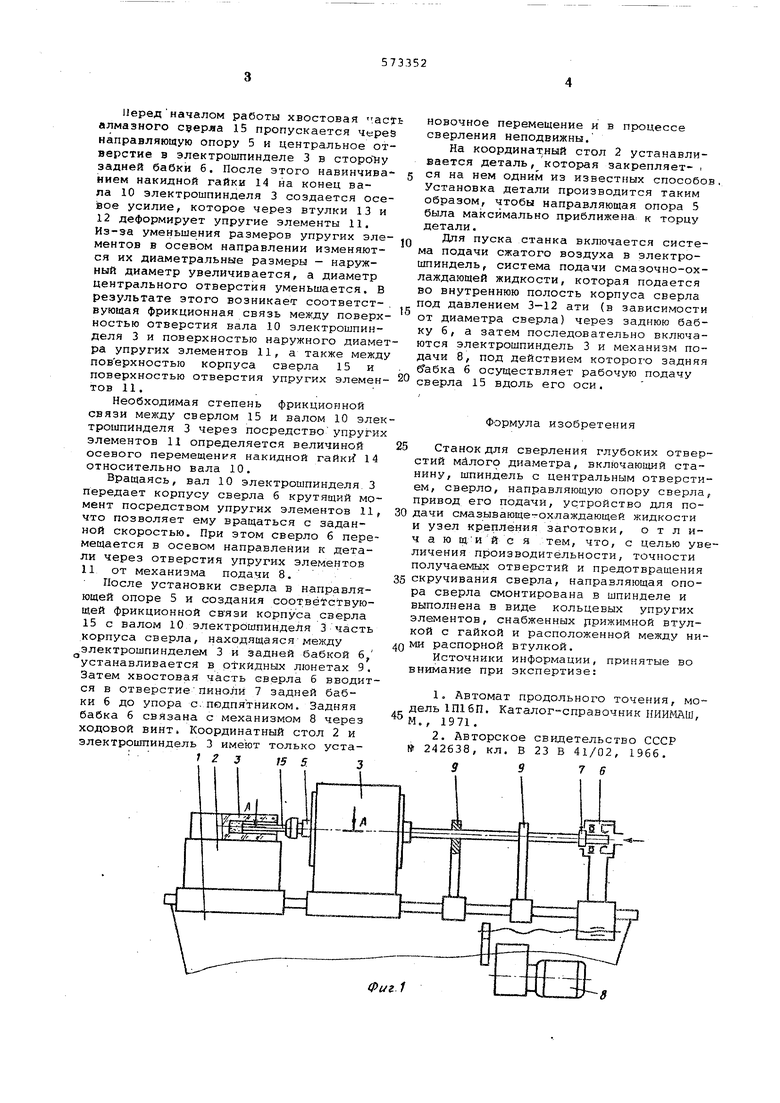
Передначалом работы хвостовая ас алмазного сзерла 15 пропускается чере направляющую опору 5 и центральное от верстие в электроитинделе 3 в сторо ну задней бабки 6. После этого навинчива нием накидной гайки 14 на конец вала 10 электрошпинделя 3 создается осе вое усилие, которое через втулки 13 и 12 деформирует упругие элементы 11. Из-за уменьшения размеров упругих эле ментов в осевом направлении изменяются их диаметральные размеры - наружный диаметр увеличивается, а диаметр центрального отверстия уменьшается. В результате этого возникает соответствующая фрикционная связь между поверх ностью отверстия вала 10 электрошпинделя 3 и поверхностью наружного диаме ра упругих элементов 11, а также межд поверхностью корпуса сверла 15 и поверхностью отверстия упругих элемен тов 11. Необходимая степень фрикционной связи между сверлом 15 и валом 10 элек трошпинделя 3 через посредствоупругих элементов 11 определяется величиной осевого перемещения накидной гайк 14 относительно вала 10. Вращаясь, вал 10 электрошпинделя, 3 передает корпусу сверла б крутящий момент посредством упругих элементов 11, что позволяет ему вращаться с заданной скоростью. При этом сверло б перемещается в осевом направлении к детали через отверстия упругих элементов 11 от механизма подачи 8. После установки сверла в направлягющей опоре 5 и создания соответствующей фрикционной свяэи корпуса сверла 15 с валом 10 электрошпИндеЛЯ 3 часть .корпуса сверла, находящаяся между электрошпинделем 3 и задней бабкой 6, устанавливается в откидных люнетах 9, Затем хвостовая часть сверла б вводится в отверстиепинолИ 7 задней бабки 6 до упора с. подпятником. Задняя бабка б связана с механизмом 8 через ходовой винт. Координатный стол 2 и электроитиндель 3 имеют только устаJ 2 3 15 5 3 новочное перемещение и в процессе сверления неподвижны. На координат.ный стол 2 устанавливается деталь, которая закрепляет- , ся на нем одним из известных способов, Установка детали производится таким образом, чтобы направляющая опора 5 была максимально приближена, к торцу детали. Для пуска станка включается система подачи сжатого воздуха в электрошпиндель, система подачи смазочно-охлаждающей жидкости, которая подается во внутреннюю полость корпуса сверла под давлением 3-12 ати (в зависимости от диаметра сверла) через заднюю бабку б , а затем последовательно включаются электрошпиндель 3 и механизм подачи 8, под действием которого задняя ёабка б осуществляет рабочую подачу сверла 15 вдоль его оси. Формула изобретения Станок для сверления глубоких отверстий милого диаметра, включающий станину, шпиндель с центральным отверстием, сверло, направляющую опору сверла, привод его подачи, устройство для подачи смазнвающе-гохлаждающей жидкости и узел крепления заготовки, отличаю щ;и и с я тем, что, с целью увеличения производительности, точности получаемых отверстий и предотвращения скручивания сверла, направляющая опора сверла смонтирована в шпинделе и выполнена в виде кольцевых упругих элементов, снабженных ррижимной втулкой с гайкой и расположенной между ними распорной втулкой. Источники информации, принятые во внимание при экспертизе: 1.Автомат продольного точения, модель 1016П. Каталог-справочник нида1АШ, М,, 1971. 2.Авторское свидетельство СССР 242638, кл. В 23 В 41/02, 1966. 3 9 76
fO
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА | 1972 |
|
SU435073A1 |
| Устройство для направления инструмента с подводом смазочно-охлаждающей жидкости (СОЖ) при глубоком сверлении | 1985 |
|
SU1348079A1 |
| СПОСОБ ШЛИФОВАНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ НА УСТРОЙСТВЕ ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2007 |
|
RU2353500C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169059C2 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| Устройство для кольцевого сверления | 1981 |
|
SU984709A1 |
| Устройство для сверления кольцевых отверстий | 1985 |
|
SU1340927A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| Устройство к токарному автоматудля СВЕРлЕНия ОТВЕРСТий | 1979 |
|
SU804212A1 |