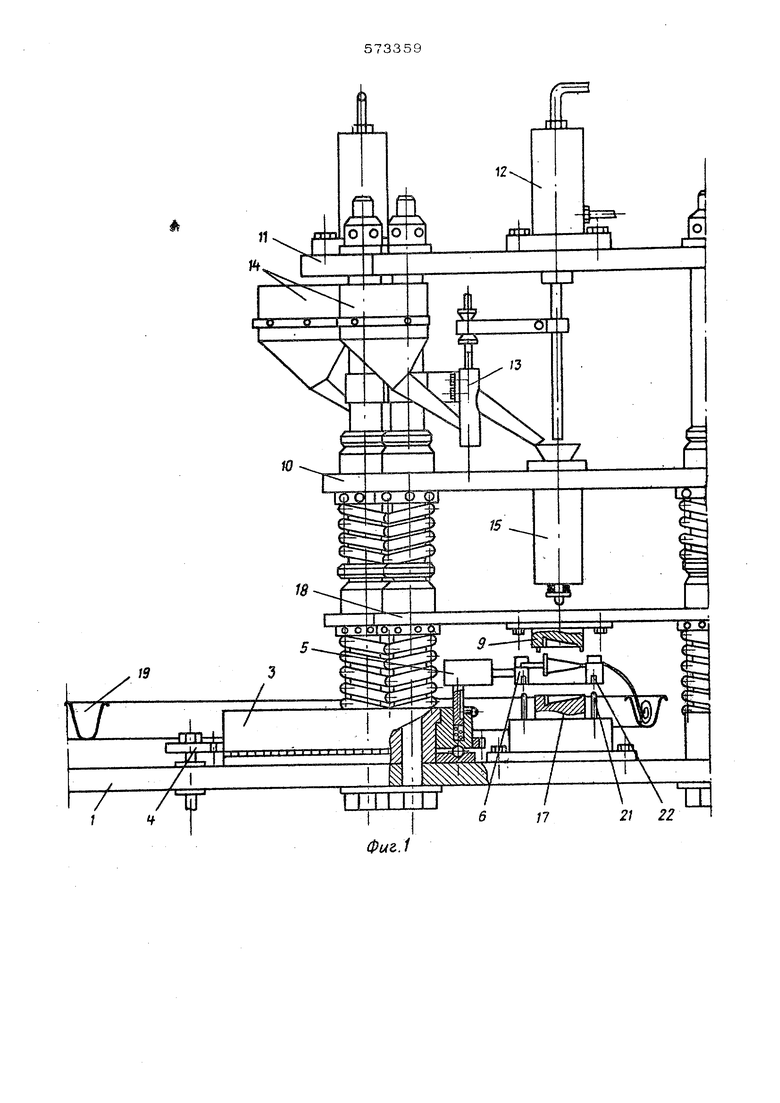
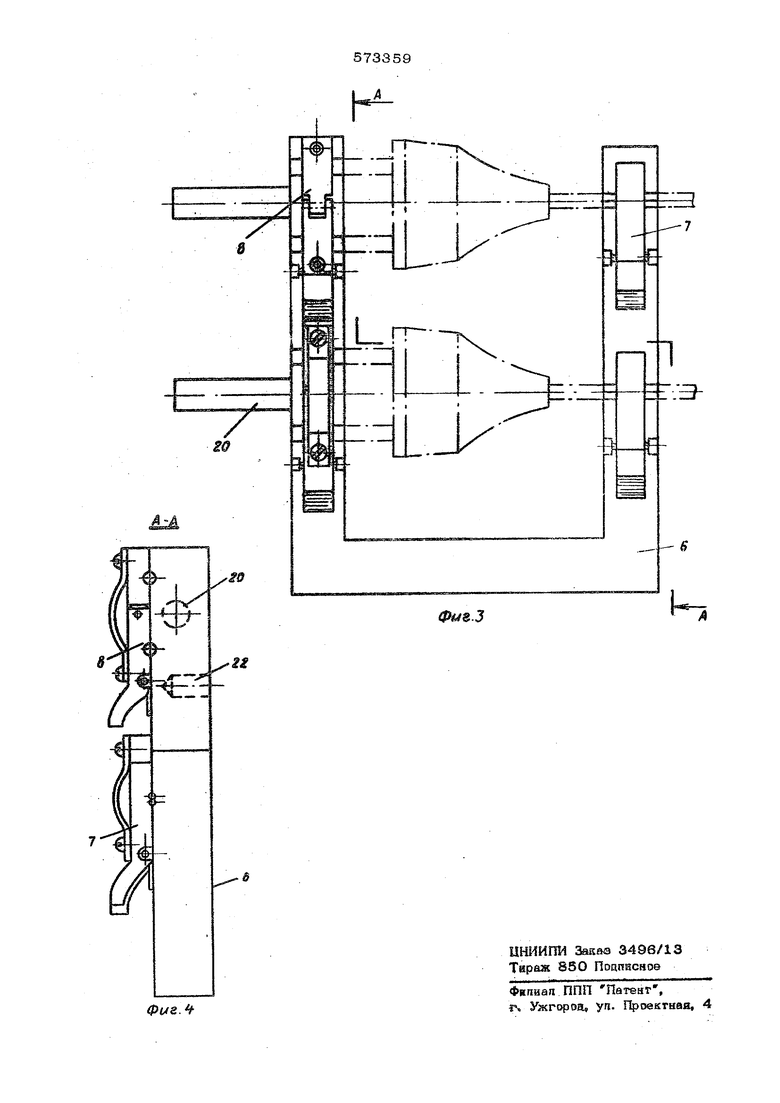
(54) УСТАНОВКА ДЛЯ ЛИТЬЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСХ; Ъания пластмасс. На плите 16 находятся закрывающиеся полуформы 13, расположены напротав попу форм 16 в 17. Для утишдкв B xrya&KUitai за пределы оправкв МОТКО& проводов уставовка снабже ва ох аты&ахха11м рабочую аоау кольаеобразвым коробом 19. Зажвмы 7 вывоввешл одзоелемевпгвыми 1 служат рая фяхеоаяи проводов, а зажимы в авухвлемевтвым и служат для соосвой фиксацвн штырей ввлкв. Для креплевня OQравкв в фвкеирующем устреЛства 9 предусмотрены впрессованные в тело оправкв стержне 2О. Цяя центровке кассеты в прес форме служат на1фавляюшве 21 (см. фвг, 2 которые фнксврухугся в цвлвндрвчесЕВх пазах 22. Работа установки. В поэипив а заготовка S3 вставл5 етс в оправку 6, при атом штырн фиксвруются важв1|ам« 8, а провода зажимами 7. Бела провода со штырямн |Ее соедшены предвврятельво (горячей пайкой, колодным ссюдв ненвем путем обжатвя), то установка поз воляет вклкжевве даннс оаераивв ва позвпш а. Из ПОЗИЦИЙ а посредством зуб чагой передачи 4 ротор 3 вместе с оправ ко1 6 переносят заготсюку в позгошо в, гае смыкании полуфс м 16 и 18 прош: ходит предварительная заливка полистнроло заготовки с целью жесткой взаимной факс ций штырей и проводов заготозкв. Из по аидин в полученный полуфабрикат 24 переносится в позицию с, где производится окончательная отливка в формование яйя25„ Из позвднн с оправка 6 с йз депением переносится в позицию где происходит освобождение оправки от изделня, после чего оправка переходит в позицию цикл повторяется. Формула а з обретения 1.Установка для лвтья изделий из пластмасс, содержит ротор с механизмом вращедая, снабженный оправками для перевеса за ГОТОВОЕ, расположенные по периферии рото 1--веподвш1Шые питьевые ,формы для предварительной и окончательной отливки и взавмодейстаувядие с формами устройства дли лвтья ПОЙ давлением, отличающаяся тем, 4TOg с целью повыше вня проиэводЕРгеяшости при изготовлении взделий с арматурой у в частности неразборшлх штепсельных вшкж, оправки выполне вы в виде П образнс скобы а снабжены размешенными на ее Еоваах подпружиненвыMB зажимами. 2.Установка пои,1,отлича а я с я тем, что с целью укладки вы- ступающих аа пределы оправки мотков про водов вилок она снабжена охватываюшим рабочую зову кольаеобразным коробом Источвйкн каформации, принятые во ВЕЙ мание яри вксиертизе 1,Патент США № 3878282, кп 264-97 опубликован 1975. 2.Заявка Японии № 49-21424,кл. 25/5/ G 2, опубликован 1974
Фиг. 1
Lrr-4L.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для литья пластмассовыхиздЕлий C АРМАТуРОй | 1978 |
|
SU806438A1 |
| Агрегат для производства полых изделий из термопластов литьем заготовки с последующим раздувом | 1975 |
|
SU604470A3 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Способ изготовления цилиндрической обмотки трансформатора и устройство для его осуществления | 1982 |
|
SU1023416A1 |
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |
| Устройство для ориентированной подачи колпачков | 1991 |
|
SU1789434A1 |
| Способ изготовления раздувом емкостей из термопластичных материалов и установка для его осуществления | 1978 |
|
SU703007A3 |
| Устройство для литья под давлением роторов электродвигателей | 1973 |
|
SU553716A1 |
| КРЕПЛЕНИЕ ВЫДУВНОЙ ОПРАВКИ В ПНЕВМАТИЧЕСКОЙ ФОРМОВОЧНОЙ МАШИНЕ | 2003 |
|
RU2314200C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2253529C2 |