(54) СПОСОБ РАСКАТКИ ПРОФИЛЬНЫХ КОЛЕД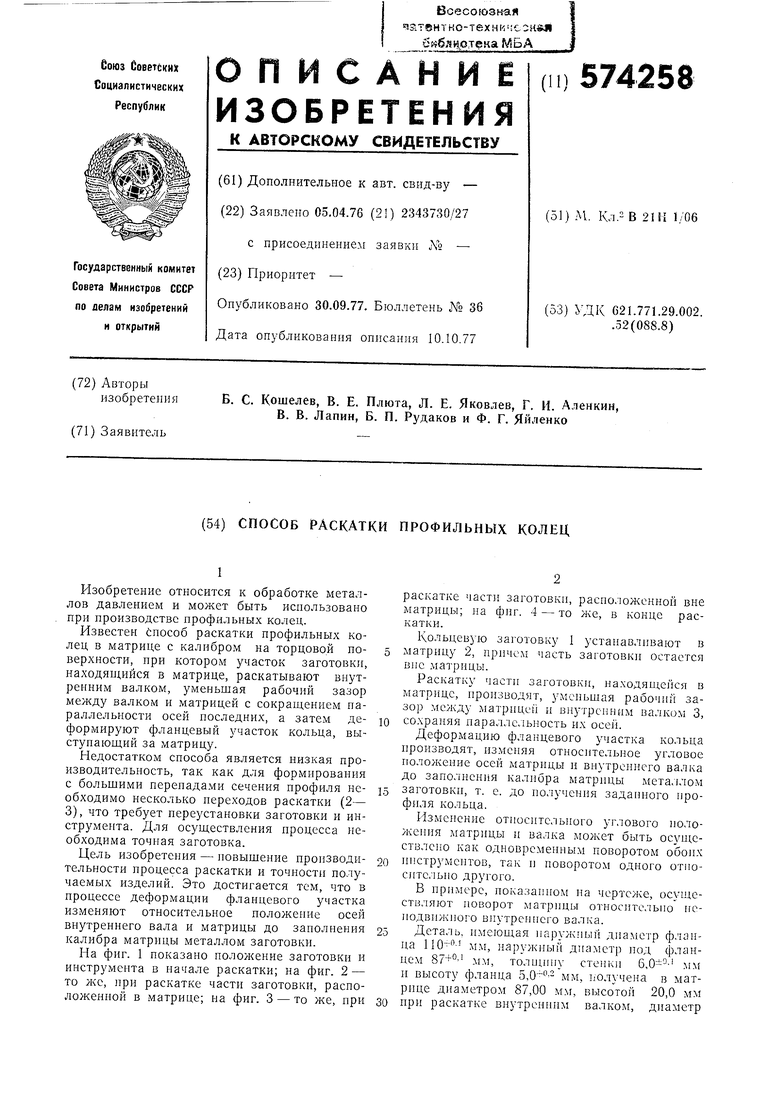
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскатки профильных колец | 1980 |
|
SU935179A2 |
| Способ раскатки профильных колец | 1980 |
|
SU956111A2 |
| Способ раскатки профильных колец | 1979 |
|
SU822960A1 |
| Способ изготовления профильных изделий типа колец | 1976 |
|
SU625822A1 |
| Способ изготовления кольцевых деталей | 1983 |
|
SU1125267A1 |
| Способ изготовления кольцевых деталей | 1988 |
|
SU1697953A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ИЗ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2004 |
|
RU2271261C1 |
| Способ получения кольцевых профилей из малопластичных материалов | 1991 |
|
SU1794565A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЕЦ С РЕГУЛЯРНОЙ МИКРОСТРУКТУРОЙ | 2017 |
|
RU2659501C1 |
| Способ раскатки профильных колец | 1977 |
|
SU795669A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при производстве профильных колец.
Известен способ раскатки профильных колец в матрице с калибром на торцовой новерхности, нри котором участок заготовки, находящийся в матрице, раскатывают внутренним валком, уменьшая рабочий зазор между валком и матрицей с сокращением параллельности осей последних, а затем деформируют фланцевый участок кольца, выступающий за матрицу.
Недостатком способа является низкая производительность, так как для формирования с большими перепадами сечения профиля необходимо несколько нереходов раскатки (2- 3), что требует переустановки заготовки и инструмента. Для осуществления ироцесса необходима точная заготовка.
Цель изобретения - повышение производительности процесса раскатки и точности получаемых изделий. Это достигается тем, что в процессе деформации фланцевого участка изменяют относительное положепие осей внутреннего вала и матрицы до заполнения калибра матрицы металлом заготовки.
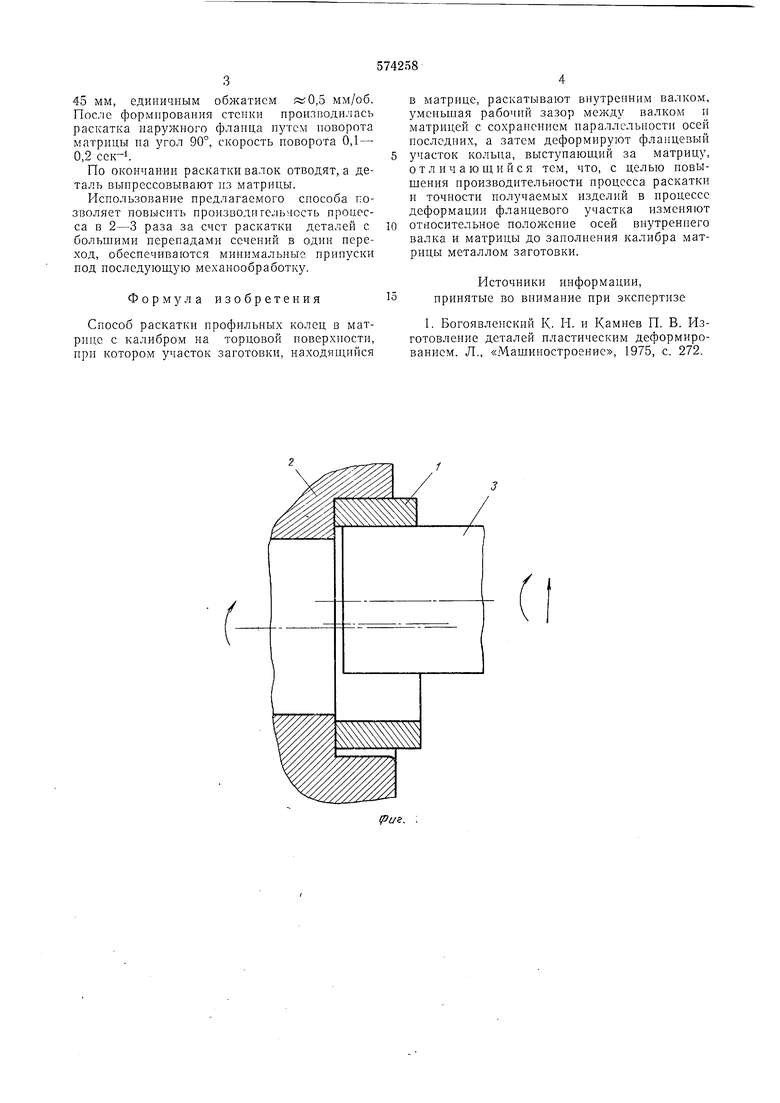
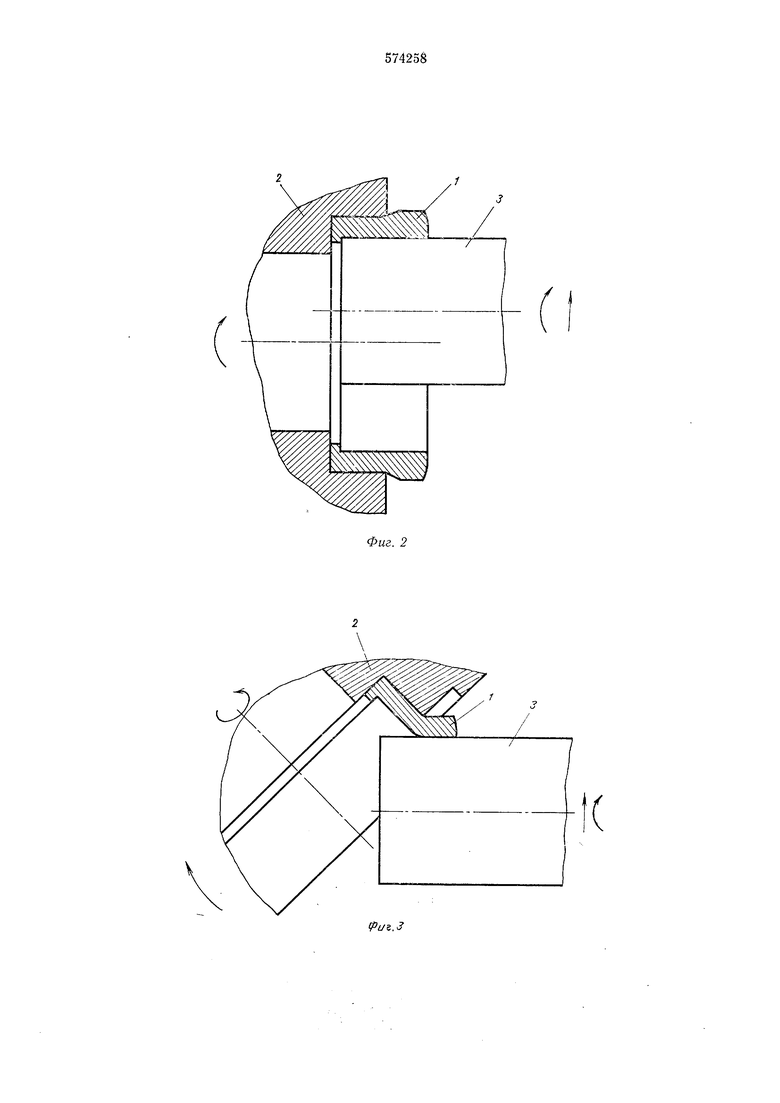
На фиг. 1 показано положение заготовки и инструмента в иачале раскатки; на фиг. 2 - то же, при раскатке части заготовки, расположенной в матрице; на фиг. 3 - то же, при
2
раскатке части заготовки, расположенной вне матрицы; на фиг. 4 - то же, в конце раскатки.
Кольцевую заготовку I устанавливают в матрицу 2, причем часть заготовки остается вне матрицы.
Раскатку части заготовки, находящейся в матрице, ироизводят, уменьшая рабочий зазор между .матрицей и внутренним валком 3, сохраняя параллельность их осей.
Деформацию фланцевого участка кольца ироизводят, изменяя относительное утовое положение осей матрицы и внутрениего валка до заполнения калибра матрицы металлом заготовки, т. е. до иолучения заданного нрофиля кольца.
Изменение относительного углового положения матрицы и валка может быть осуществлено как одновременным поворотом обопх инструментов, так и иоворотом одного отноС1 тельно другого.
В нримере, ноказаниом на чертеже, осуществляют поворот матрицы относительно неиодви ного внутреннего валка.
Деталь, имеющая наружный диаметр фланца мм, наружиый диаметр иод флан87+0-1
цем
мм, толнишу стенки
и высоту фланца 5, мм, получена в матрице диаметром 87,00 мм, высотой 20,0 мм при раскатке виутреппнм валколг, диаметр
3
45 мм, единичным обжатием л;0,5 мм/об. После формирования стенки нроизводилась раскатка наружного фланца нутсм поворота матрицы на угол 90°, скорость новорота 0,1 - 0,2 сек-1.
По окончании раскатки валок отводят, а деталь вынрессовывают нз матрицы.
Иснользование нредлагаемого снособа позволяет новысить нроизводигельность процесса в 2-3 раза за счет раскатки деталей с большими перепадами сечений в один переход, обеспечиваются минимальные припуски под последующую механообработку.
Формула изобретения
Способ раскаткн нрофильных колец в матрице с калибром на торцовой поверхности, при котором участок заготовки, находящийся
в матрице, раскатывают внутренним валком, уменьшая рабочий зазор между валком и матрицей с сохранением нараллельности осей носледних, а затем деформируют фланцевый участок кольца, выступающий за матрицу, отличающийся тем, что, с целью повышения производительности нроцесса раскатки ц точности получаемых изделий в ироцессе деформации фланцевого участка изменяют относительное положение осей внутреннего валка и матрицы до занолнения калибра матрицы металлом заготовки.
Источники информации, принятые во внимание при экспертизе
