(54) ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Двухэлектродная горелка | 1985 |
|
SU1278148A1 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
| Головка для автоматической дуговой сварки | 1988 |
|
SU1614903A1 |
| Горелка для дуговой сварки в среде защитных газов | 1987 |
|
SU1441622A1 |
| Горелка для дуговой сварки | 1985 |
|
SU1291425A1 |
| Горелка для сварки магнитоуправляемой дугой | 1987 |
|
SU1489938A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Горелка Г.А.Шагалова для дуговой сварки неплавящимся электродом в защитных газах | 1983 |
|
SU1117164A1 |
| Способ дуговой сварки неплавящимся электродом | 1981 |
|
SU1030120A1 |
Изобретение относится к сварочному производству и может быть применено на машиностроительных предприятиях.
Известна горелка для дуговой сварки неплавящимся электродом в защитных газах, содержащая корпус с размещенным в нем узлом крепления электрода и укрепленное в корпусе коническое сопло. Горелка снабжена наружным ступенчатым цилиндрическим соплом, установленным соосно коническому соплу с возможностью продольного перемещения относительно него, при этом диаметр нижней части наружного сопла меньще диаметра верхней части, а коническое сопло выполнено с наклонными радиальными отверстиями 1).
Однако известная горелка не может быть применена при сварке металлов, где возникает необходимость точно поддерживать напряжение на дуге. Для этой цели обычно применяют системы автоматического регулирования напряжения типа Барс-2В, Субтисса и др. со сварюшылт головками типа ГСУДСТВ и др.
Из-за значительной массы движущихся частей горелки также системы обладают довольНО большой инерцией, что замедляет вьшолнение ими команд блока регулирования напряжения и, кроме того, вызывает так называемую раскачку всей подвижной системы - не затухающие колебания. При зтом точность поддержания заданного напряжения на дуге ухудшается.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является горелка для дуговой сварки в среде
10 защитных газов, содержащая корпус с расположенным в нем с возможностью перемещения злектрододержателем, привод перемещения злектрододержателя и сопло. Конструкция горелки такова, что в ней перемещается в
ts процессе сварки только цангодержатель с неплавящимся электродом, а ее корпус и сопло неподвижны по отнощению к свариваемым поверхностям. Таким образом, напряжение сварочной дуги отслеживается не сварочной голов20кой, а горелкой и конкретно подвижным неплавящимся электродом 2.
Недостатком горелки является отсутствие возможности сварки криволинс шых пространCTseHHbsx LiiBOij нз-щ иеподвижтюго сопла без других вс юмогательных механизмов тп-та шйблонов, копиров и др.
Цель изобретения обеспечекке позмохсиости сварки криволинейных простра {сгвет-1ых швов и повышение качества сварньЕХ июов путем обеспечения постоянства рассюнния межД5 соплом, пркса.чочной 1роволокой, электродом и поверхностью свариваемого изцел.-ш, Эта цель достигается тем, что в горелке для дуговой сварки в среде защитных газов, содержащей корпус с расположенньгм в нем с возможностью перемещения электрододержателем, привод перемещения эпектро,подер :кателя и coiinOj на торце сопла закреплена панравляющая дал подачи присадо-шой проволоки, а сопло жестзсо св за1;а с э;тектрододержатслем.
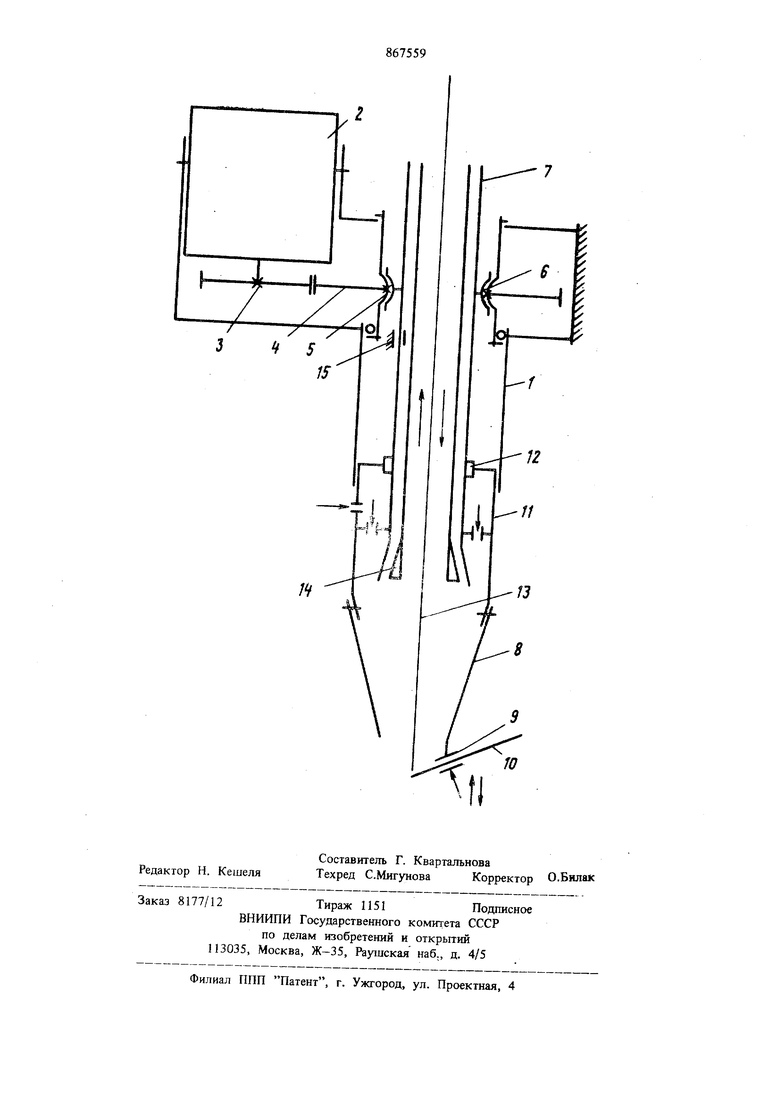
На чертялсе схемати1 сскк :i3o6pa)Keiia конструкцш; горелки и:л; луговой автомат№{еской сварки неплавяигимся :)Л:;ктро ом в среде: защитных газов.
Горелка состоит из корпуса 1, в котором установлен испол;;итель;ъ,;й двигатель 2 с зубчатым колесом 3, находлггщмся в зацеплении с зубчатым колесом 4. Зубчатое колесо ;- ос держит гайку 5, находящуюся в сопря : е|.га с ходовым винтом 6 элeктpoдoд0p caтeJтя 7, И электрододержателе 7 закреплено сопло Я, имеющее на торце JianpaBJiHsomyto 9 для по1;;чи присадочной проволоки 10 в сварки, СоК ло 8 закреплено ira злектрод,одер)кателе 7 чсре переходник И, изготовлениь5Й из мзоляцихжиого термостойкого материала, имеголщй yiLiioTi cние 12; исклюлагощее подсос. 1еллавян к-ися электрод 13 крепится в :)ектрододсржат 1;й V при помощи цанги 14. Неподвижная скользящая шпонка 15, нск1гюча ощая вращение злектрододержателя 7 находится па корпусе i, Гпрзлка работает сопместно с блоком perv. pa напряжения тина Барс-2В. Регулятор :i;i пряженил сваропюй дуги вьтполнен ; осчовз приндипиалькой схемьг peBejJCMpoaaJTHoro привода и содержят схему сравнения, схему импульсного фазового управления и выход ноге реверсиронлнного усилителя.
Горелка работает следующим образом. Предварительно устанавливается требуе-мглй вьшет электрода 13 за счет установочного перемещения его в цанге 14. Пот злектрол. ; подводится присадочная проволока 10 с тр;б емым зазором ними за устяковочного перемещения направляющей 9 -hpu3 отверстия на переходиьге П, исключаютлие турбулентное я завихренное и.стечен1Ш запнтного газа, защ1гшь;й га;} посх пает в сопгю 8 На пульте управления устанавливается требуг-мое напряжение свароч1юй Д}ти. которое в процессе сварки автоматически поддергкквается peryJtfiTopDtvi напряжения, исполнительным
и5Р гй;еле« 2 и MexaiiH3vtOM 3--6 переме цеЧ1 я электрододермсателя 7.
Ь процессе: сварки сигнал рассогласования vC хемъ сравнения поступает на базы имгугьснО-фаэюЕого управления (регулятора напря л;е}1ия) и в зависимости от полярности этого сйгкалс работает тот или -т1ЮЙ канал схемы угфавленяя. включал исгюлнительный двша ель 2 на подъем или спускание злектродо-; дсржйгзля вместе с электродом 13, соплом 3 и присадочной проволокой 0,
1аким образом, в процессе сварки отсле.:с Шйетсл напряжение и, слеговательно, рассто: -;ие соплом 8, электродом 13, прк,г, .ntymofi проволокой 10 и сваривземым позерхиос :яг.;и.
ма. гклхвижного сопла, скнхронио рабо -Tfomerii со сна,рочным :1лектродсм и присадоч lOK npoHOJiOKOK, дает возможность сварки сриг ОЛИ1 ек}ьтх ппостранзгвер{Нь х швов трша зрезной арматур :, на гпшш дртес1сих и конических обечайках и др,; пов лсить качество йя) 1ИВОВ за счет улу1пиения газовой за-циты распла;злек|1ого металла; снизить себе ггоимоть с)за:;очных работ за счет исключения 1Л ожны/: коплровальиьгх и иа5лопных механизмов, | р11мепяемь5Х при сварке криволиней LH;:iOB; упростить :::варс - ный гфоцесс за i-f стаонлизаШ и аараметров сварки, т.е. по(:тоя}л;ос .расстояние между исели злемет та ™: со.гЛОл, jjssKrpoHOM, Hpiica/uj4:iOH проволокой :::ва и;;; 1емь;ми яоиерхносткми, юсле/игкй параметр ::о нсолги |трсдь1дугц; мк поддерхкивает Я :;:лс;| ;: тччсски: п иро:;ессс сварки рег)ля opoivi ::8nii(i; :e4iLH: расн крить область применяoMOCfH разработанных у, vnroTOfijienHhix горегок i 400.Л- Г/Зб после 1 егложны); лорпботок.
и; о р п у : R к 3 с б п г т спЕ к я i npcjuca ;j.j:n сгаркй Б среде защитных я:к;в, солер;ка1ия( iropny:: г расположенным Б O .ici-i с uo3f/io;Ki O( yiepCMcnieiuiM э 1ектрододергчйтолеМ; ириво, ререйекгеки злсктродо.мпж;1т;,№ j. cOiiJKi. о г л :i ч ;; ьо ;i,; s. h с г,
CFvi- ПЧ). с полью обеспечения ИСЗМО К ОСТп
::;1МрК1-; ,ркзолкпгйн х raccipai-K : СИМс х ишов ; ; иевьгшеиия кач ;стБа c iapKbfx швов пуге:-л
бос ГС :ел}- Я Г 0стоя1ствр рассуоятп:; меясду сапюм, присалочкой :ipOBOj;oKOi:;, зм::::Х-;ррдом и iorepxiOCTbio ;.;;;;p fBaeMC::c - ндех-:::.:, на торце Puxjfs : ;лчрсп. 1 апра л:п;ч|а:т ;:/1н 11одащ1 ji :ПКсадоч:;оч .ipyBOJiOKE. ;, :. :::ei : ;:.o :::-1Язигю с )Одод::р;;{атс:с:.т.
;i сточи икн чг форма или; .пХЛ-ятыз 1JO внима -те лри ..кспертизе : Дьторское с-ги.-ельстяо СССР 1Г 574289, кл. В 13 К 9/16- J2.75
---,,-,, т. rv ..-., j::,:,H;iii о. и -, ,,i , ч ViapO-fHcH j Орелка
, :i(Vi;;;i;iCHbfM ЭЛ.-КТРОДОР. .ат гческа.я
