I
Изобретение касается шлифования и полирования сложнофасонных поверхностей деталей, например прикомлевых участков лопаток газотурбинных двигателей, движущимися абразивными лентами.
По авт. св. № 545451 известен контактный элемент лентошлифовального станка, содержащий предохранительный гибкий элемент, обхватывающий рабочую часть копира, выполненный в виде плотно намотанной виток к витку гибкой нити Б плоскости вращения ленты.
В процессе работы такой контактный элемент нагревается за счет трения между элементом и движущейся по его поверхности абразивной лентой, а от тепла, выделяющегося при щлифовании. В результате этого длина износостойкой нити увеличивается, а следовательно, теряется необходимая плотность навивки и натяжение нити, обеспечивающие облегание контактного элемента.
Цель изобретения - обеспечение надежности контактного элемента в процессе работы.
Для этого на нерабочей части предлагаемого контактного элемента выполнен продольный паз, расположенный перпендикулярно к плоскости вращения ленты.
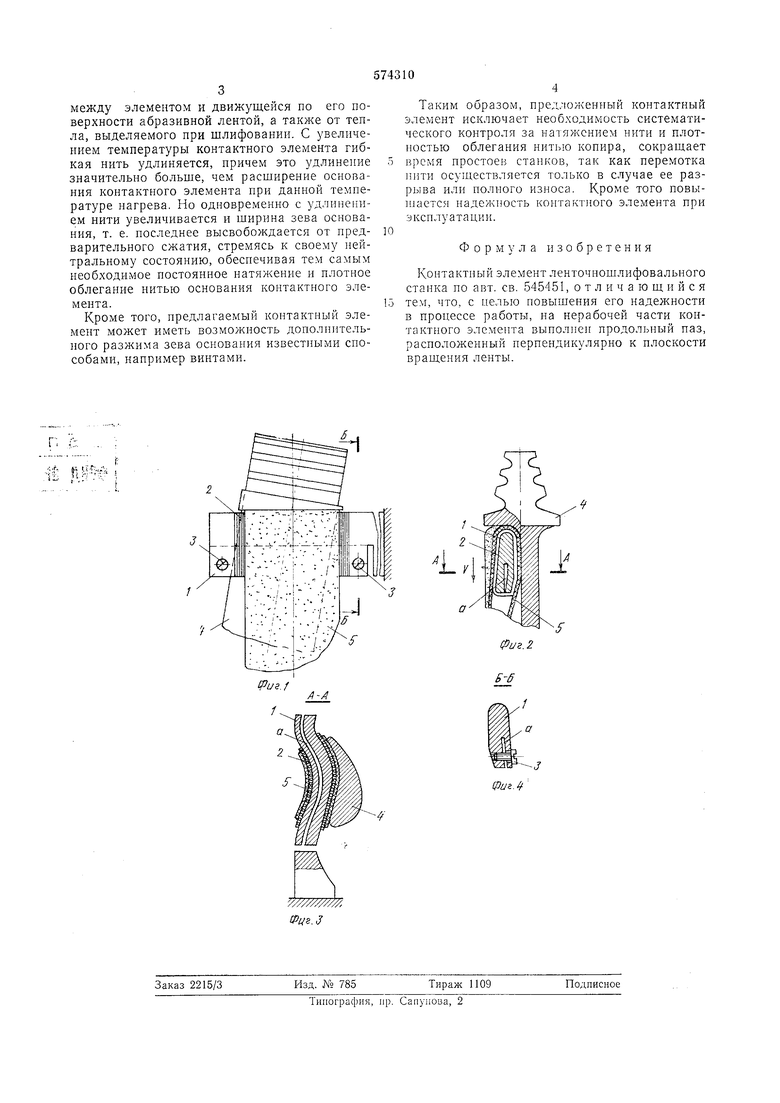
На фиг. 1 изображен предлагаемый контактный элемент ленточношлифовального станка; на фиг. 2 - то же, вид сбоку; на
фиг. 3 -разрез по А-А на фиг. 2; на фиг 4 - разрез по Б-Б на фиг. 1.
Предлагаемый контактный эле.мент пред ставляет собой основание (копир) 1, на котором плотно виток к витку в один слой намотана с натяжением, обеспечивающим облегание копира, износостойкая гибкая нить 2. Вдоль оснований 1 в плоскости, перпендикулярной к плоскости вращення абразивной
ленты, со стороны, противоположной рабочей части копира, выполнен паз (зев) а, причем навивка износостойкой нити 2 на основание производится в плоскости вращения ленты при сжатом в направлении щирины зева состоянии его. Это сжатие зева основания (копира) перед навивкой нити осуществляется двумя винтами 3, которые после намотки нити выворачиваются из основания контактного элемента. Отверстия под эти винты расположены на нерабочих частях контактного элемента по обе стороны от границы намотки нити (как показано на чертеже).
Обработка прикомлевого }частка лопатки 4 производится с помощью предлагаемого профильного контактного элемента, поджимающего к лопатке движущуюся по элементу со скоростью V щлифования абразивную ленту 5. В процессе работы контактный элемент, включающий основание и намотанную на него гибкую нить, нагревается за счет трения
между элементом и движущейся по его поверхности абразивной лентой, а также от тепла, выделяемого при шлифовании. С увеличением температуры контактного элемента гибкая нить удлиняется, причем это удлинение значительно больше, чем расширение основания контактного элемента при данной температуре нагрева. Но одновременно с удлинением нити увеличивается и ширина зева основания, т. е. последнее высвобождается от предварительного сжатия, стремясь к своему нейтральному состоянию, обеспечивая тем самым необходимое постоянное натяжение и плотное облегание нитью основания контактного элемента.
Кроме того, предлагаемый контактный элемент может иметь возможность дополнптель}юго разжима зева основания известными способами, например винтами.
Таким образом, предложенный контактный элемент исключает необходимость систематического контроля за натяжением нити и плотностью облегания нитью копира, сокращает время простоев станков, так как перемотка ннти осуществляется только в случае ее разрыва или полного износа. Кроме того повышается надежность контактного элемента при эксплуатации.
Формула изобретения
Контактный элемент ленточношлифовального станка по авт. св. 545451, отличают п и с я тем, что, с целью новышения его надежности в процессе работы, на нерабочей части контактного элемента выполнен продольный паз, расположенный перпендикулярно к плоскости вращения ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU654397A1 |
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU666054A1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU1004079A1 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Устройство для сообщения абразивной ленте поперечных к плоскости ее вращения перемещений | 1978 |
|
SU683887A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Способ ленточного шлифования прикомлевых участков лопаток | 1972 |
|
SU603567A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU959985A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU837791A1 |
