(54) СПОСОБ СОВМЕСта ОГО ШЛИФОВАНИЯ ПЬРЕСЕКАЮЩИХСЯ ПОВЕРХНОСТЕЙ


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU654397A1 |
| Ленточно-шлифовальное устройство | 1976 |
|
SU609613A1 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU795900A2 |
| Способ шлифования пера и полки лопатки | 1977 |
|
SU837788A1 |
| Устройство для сообщения абразивной ленте поперечных к плоскости ее вращения перемещений | 1978 |
|
SU683887A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Ленточно-шлифовальное устройство | 1977 |
|
SU701774A1 |
| Способ ленточного шлифования пересекающихся сопряженных поверхностей | 1978 |
|
SU749643A1 |
| Ленточно-шлифовальный станок для обработки прикомлевых участков лопаток | 1978 |
|
SU747699A1 |
| Способ изготовления копира | 1976 |
|
SU662326A1 |
I
Изобретение относится к области обработки сложно-профильных изделий абразивными лентами.
Известен способ совместной обработки сопряженных пересекающихся поверхностей деталей, например прикомлевых участков лопаток газотурбинных двигателей, движущейся абразивной лентой, изгибаемой по ширине в плоскости, перпендикулярной плоскости ее перемещения, согласно которому ленту в зоне обработки направляют огибаемым ею контактным копиром, подаваемым ни врезание по биссектрисе угла пересечения обрабатываемых поверхностей 1 .
Этот способ при обработке пересекающихся поверхностей с различными величинами, например припусков или площадей, не обеспечивает стабильности процесса резания и устойчивости движения ленты в зоне щлифования.
Известен также способ совместной обработки сопряженных пересекающихся поверхностей, согласно которому направление подачи врезания выбирают в зависимости от соотношения припусков обеих пересекающихся поверхностей, отклоняя ось направления подачи от биссектрисы
угла пересечения поверхностей в сторону поверхности с меньшим припуском таким образом, чтобы снятие обоих припусков начиналось и заканчивалось ошювременно 2 .
Однако опыт показал, что н при этом способе щлифования не обеспечивается устойч 1вое движение ленты на копире при требуемых оптикгальных режимах обработки.
Целью изобретения является повышение устойчивости движения ленты.
Поставленная цель достигается тем, что подачу и врезание ос тдествля;от под углом к ошюй из обрабатываемых поверхностей, обеспечивающим равенство моментов от сил натяжения, действующих в изгибаемых частях ленть, относительно плоскости, параллельной направлению подачи и проходящей через центр дуги окружности сопряжения обрабатываемых поверхностей, для чего ось направления подачи на врезание отклоняют от биссектрисы угла пересечения обрабатываемых поверхностей в сторону поверхности с большей площадью резания.
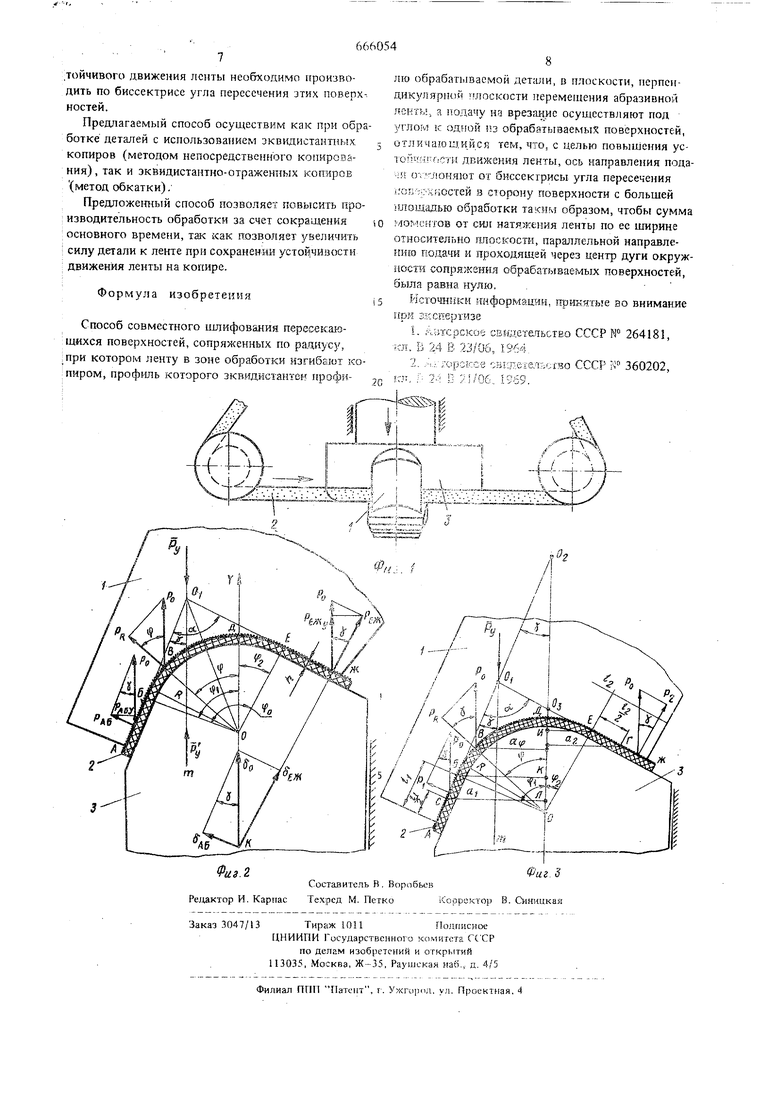
На фиг. 1 показано устройство для осуществрения способа; на фиг. 2 - схема зоны обработки
гибкой абразивной лентой, изгибаемой в плоскости, перпендикулярной плоскости ее вращения, плоских поверхностей АБ и ЕЖ детали, сопряженных по дуге радиуса R; на фиг. 3 - схема действия элементарных, действующих на ленту сил по ее ширине и плеч этих сил относительно плоскости, параллельной направлению подачи и проходящей через центр дуги окружности сопряжения обрабатываемых плоских поверхностей.
Деталь 1 обрабатывают абразивной лентой 2, огибающей -контактный копир 3. Абразивную ленту перемещают в плоскости, перпендикулярной плоскости чертежа (фиг. 2).
Детаг.л подают на контактный копир с силой поджима Ру в направлении О,п подачи врезания под таким углом у к обрабатываемой плоскости. АБ, чтобы (для обеспечения устойчивого движения ленты под действием приложенных к ней сил трения и резания) сумма моментов от сил натяжения, действующих в изгибаемых частях ленты АД и ДЖ относительно плоскости УК, параллельной направлению подаш Oim и проходящей через центр О дуги окружности сопряжения обрабатываемых плоскостей, была равна нулю.
Для нахождения в каждом конкретном случае величины угла подачи 7, при котором обеспечиваются указанные приемы и реализуется поставленная цель, производится расчет по специальной формуле, вывод которой излагается йиже.
Чтобы найти распределение натяжений по ширине ленты, необходимо знать распределение нормальных давлений в зоне обработки. Распреде.1ение нормальных давлений найдем, зачитывая, что нормальные давления пропорциальны нормальным возможным смещеш1ям (или деформациям), возникающим от усилия подачи врезания.
Обозначим смещение в направлении подачи, параллельном линии Ojm действия силы Ру , через б о (фи:г. 2). Тогда смещения в направлении плоскостей АБ и ЕЖ:
л. f)
%K o-s nfot-Y) а давления соответственно:
|: po-sinfct-)12}
где ро - давление в направлении подачи и, в частности, нормальное давление в точке Д, лежащей на линии ОY, проходящей через центр О радиуса R копира параллельно направлению подачи. Е некоторой произвольной точке В дуги БЕ
нормальное давление
.С05ф ,
где (р - угол между произвольной линией ОВ и направлением ОД действия подачи.
Элементарная нормальная сила, действующая на единицу длины в точке В;
dP foCobcp-f.d4 ,
так как (p
Силы, действующие на единицу длины поверхностей АБ и ЕЖ:
VPAa rPo- r )
где | и 62 - щирины плоскостей АБ и ЕЖ в
плоскости, перпендикулярной плокости вращения ленты. Проекции этих сил на ось OY, параллельную idoie
(3)
Р.- P.,,sin
РО« АБу Д6
)
Lbin2Co4-j)
(4)
tJTg - dPj p. R d ф .
Проекция на ось Y сил, действующих на участ-; БД дуги:
У.
poR
Ро (Р+|-& о2ч,)
(5)
.
Ч
(Ь)
где
Подставляя (6) в (5), получим:
)
(1)
Проекция на ось Y сил, действующих на участке дуги ДЕ:
Ф,
- рд.ТЗ-со5(
Х,ДЕ о
| у- -|«п2 -Г)
(8)
ф2 ДОЕ -у-сгС
где
Сумма проекций всех сип на ось Y: 2Р . .p 4 Р 4-Р « V( ЛБу ЕЖу ЧуЛ V У Подставляяв эту формулу значения (3), (4), (7) и (8) и решив полученное уравнение относительно ро, найдем:
Ру e.sinV V -rh - - -}snVt ;r5
Подставляя значение ро в уравнение (3), (4), (5) и (8), определим распределение злементарных нормальных сил от действия силы F| по ширине абразивной ленты.
Используя закон Амонтоиа-Кулоиа( / найдем распределение элементарных натяжений по ширине ленты. Элементарное сопротивление перемещению л |ТЫ (натяжение ленты) от силы Ру за счет трени yR. , а за счет силы шлифования .V где / - ко: ффи1шент трения, коэффициен шлифования. Моменты элементарных сил натяжения относ тельно плоскости, параллельной направлению по дачи Ojm и проходящей через центр О дуги окружности сопряжения поверхностей АБ и ЕЖ, найдем как произведение силы на плечо от лини ее действия до плоскости (см. фиг. 3). .Шгя упрощения.дальнейших выкладок приме что толщина h ленты равна нулю, т.е. силы трени тыльной стороны ленты по копиру и силы резаНИН действуют на радиусе Я. Элементарный момент от действия сил натяж ния:. -fpy-t -a| (1М„ «dP р„/-шЛ- шл-ру - шл где Д t - плечо действия силы относительно OOj (фиг.З). Плечо элементарной силы натяжения dPg , дей ствующей в некоторой точхе В дуги сопряжения БЕ:(п aip SS-m , где (f - центральный угол. Плечи Е) и а суммарных сил натяжения, действующие на плоскостях АБ и ЕЖ, найдем из рас смотрения треугольников OOjB, ОгБК, 02Л С, ИБО, ООдЕ, ОзИЕ и (фиг. 3). 15вк Для плоскости АБ: S ткН QOj Ц2 откуда а RcoSj -f- Для плоскости ЕЖ: f.Mn,.,,,,., .(f7-)Mоткуда , RcQsfck- 7-)- у (л - 7) Моменты от сил натяжения на радиусной по верхности слева и справа от линии OOj: j. J (f-V и,д) binq)
и.
Рс(
i
.откуда f , т.е. только при равных utHprntax обрабатываемых участков подачу врезания дл/i (fшA PдPcosфdфKs nф ..fcosV--j.5. Моменты от сил натяжения, действующих на плоских участках АБ и ЕЖ: (bi,n, сое .1 . Аналогнтю: Мр Рд(4 щ)Е-2Ь1п(сС-) R-coS/d-T-lt SinloL- у) Условие равенства нулю моментов, действующих слева и справа от плоскости . Тогда угол Y подачи врезания из условия равенства нулю моментов стноснтепыю OOj найдем из формулы: 2 Ejb n7iR-cos,j-4--24in7)-(-§ tjSin J:.- |.)К.соз( т)2 Si( ) + | ш1к-г).(10) Это уравнетше в общем ввде относительно т не решается, позтйму в каждом конкретном случае величина угла у найдется известными методами приближения. При развитых плоских участках обработки и малых радиусах сопряжения R, что часто имеет место, например при обработке лопаток газотурбинных двигателей, когда , R и i R, моментами ; от действия сил на несимметричных относительно направленна нодачн участках радиуса котшра можно пренебречь, н тогда из (10) следует: E sinT- t.)-, , Е sinc. Sf- Из формулы (И) следует, что при увеличении дной из шнрнн обрабатываемых плоскостей АБ ли ЕЖ ось направле 1ия подачк на врезание неободимо поворачивать в ciopoiry поверхности с ольшей шириной. При равенстве шнрш обрабатываемых поверхостей (ii -i:z ) из (И) находим: SincC . 1 -t- COSd
