Таким образом обеспечивается постоянство площади контакта, обуславливающее более высокую производительность и стабилизащпо интенсивности исиравления погрещности формы.
Предлагаемый способ позволяет сократить время обработки, исключить правку брусков и довести коэффициент иитенсивпости исправления формы до 0,8--0,9.
Формула изобретения
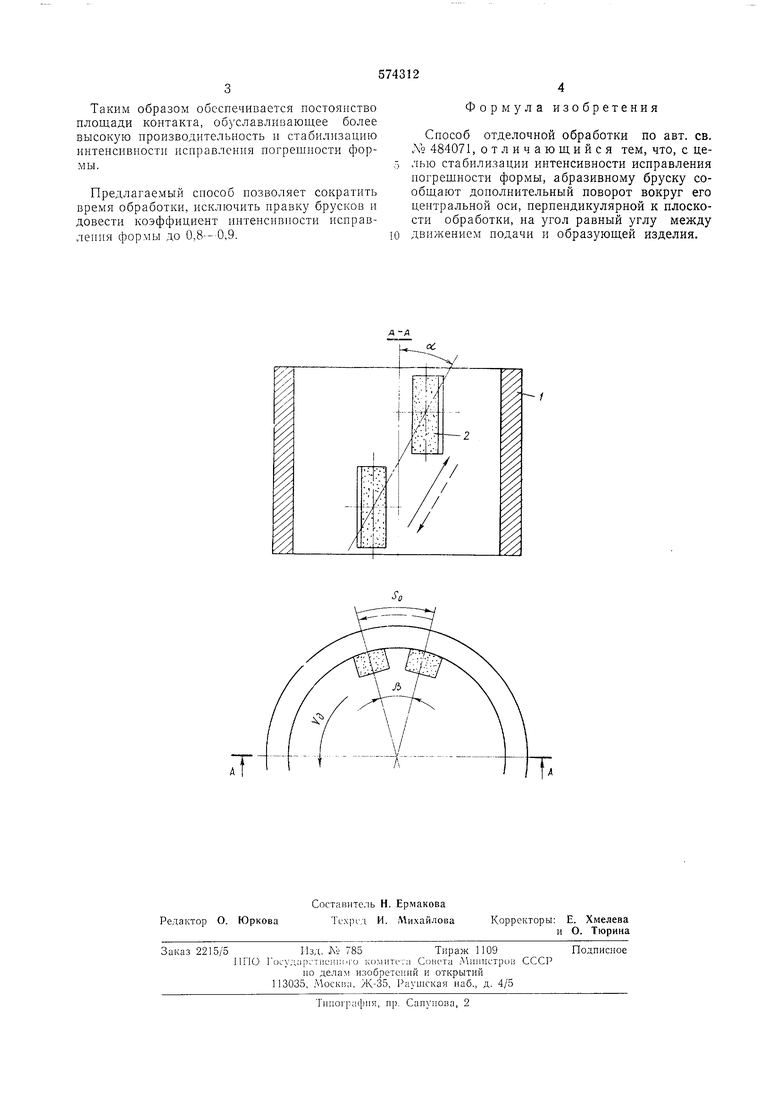
Способ отделочной обработки по авт. св. Лз 484071, отличающийся тем, что, с целью стабилизации интенсивности исправления иогрещности формы, абразивному бруску сообщают дополнительный поворот вокруг его центральной оси, перпендикулярной к плоскости обработки, на угол равный углу между движением подачи и образующей изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отделочной обработки | 1986 |
|
SU1454666A1 |
| Способ отделочной обработки | 1980 |
|
SU931389A1 |
| Способ отделочной обработки цилиндрических поверхностей | 1981 |
|
SU1013236A1 |
| Способ обработки брусками | 1989 |
|
SU1773699A1 |
| Хонинговальная головка | 1985 |
|
SU1235703A1 |
| Хонинговальная головка | 1986 |
|
SU1335435A1 |
| Хонинговальная головка | 1987 |
|
SU1472229A1 |
| Хонинговальная головка | 1979 |
|
SU880702A1 |
| Хонинговальная головка | 1987 |
|
SU1511087A2 |
| Хонинговальная головка | 1986 |
|
SU1315260A2 |
