дугообразных пружин 3 г. возможностью относительного проворотя; В обеих частях корпуса размещены две rpyinihi брусков. Во внешней части установлены держатели 5 ведущих брусков с возможностью тангещгиального смещения в пазах внутренней части, деформируя дугообразные пружины. Держатели к обрабатываемой поверхности. 3 ил.
Изобретение относится к фи1гишной обработке шлифовальными брусками и может быть использовано в станкоин- струментальной и механообрабатываю- щей промыиленностп.
Цель изобретения - повышение интенсивности исправления погрешностей формы и производительности обработки
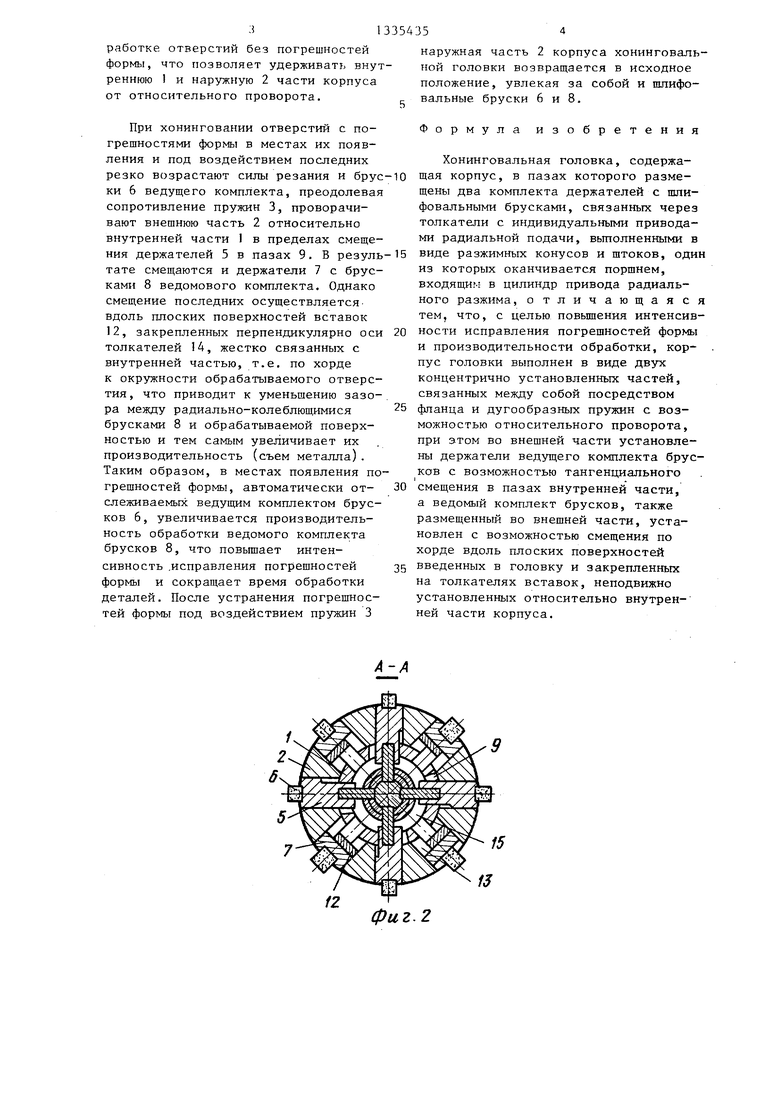
На фиг.1 представлена хопинговаль ная головка, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Хонинговальная головка состоит из корпуса, содержащего внутреннюю 1 и внешнюю 2 части, подвижные друг отно сительно друга и соединеннь е посредством дугообразных нружин 3, размещенных в пазах фланца 4, прикрепленного с нижней стороны внутренней части 1 . Б радиалы ых пазах внешней части жестко в тангенциальном направлении расположены держатели 5 ведущего комплекта 11шифовальн|51х, например алмазных-, брусков 6 и держатели 7 ведомого комплекта, например, абразивных брусков 8. При этом держатели 5 установлены в пазах 9 внутренней части с возможностью смещения в последних, и посредством разжимных клиньев 10 соединены со сплошным штоком I1 привода радиального разжим станка.. Держатели 7 установлены на плоских поверхностях вставок 12, поперечные размеры которых меньше ширины пазов 13 во внешней части 2 корпуса, и -посредством толкателей 14 и конусов 15 связаны с полым штоком 16 привода радиальной подачи ведомого комплекта брусков. Указанный привод представляет собой гидроцилиндр 17, закрепленный на внутренней части I корпуса хининговальной головки.
ведомых брусков 8 расположены на плоских поверхностях вставок 12, аакрегтленных перпендикулярно оси толкателей 14, установленных неподвижно во внутренней части, что позволяет при пронороте наружной части смещаться ведомым брускам 8 по хорде
10
15
20
25
30
35
40
внутри которого размещена поршневая часть штока 16, подпружиненная упругим элементом 18. В верхней части гидроцилиндра установлены напорный 19 сливной 20 угловые штудера и штифт 2. Бставки 12 удерживаются от осевых смещений вдоль корпуса хона посредством щтифтов 22, установленных в пазах фланца 4, и стягиваются двумя кольцевыми пружинами 23. Держатели ишифовальных брусков стягиваются двумя кольцевыми нружинами 24.
В процессе отделочной обработки гильз цилиндров хонинговальной головке сообщают вращение и возвратно- поступательное движение, ведущим брускам 6 - радиальный разжим, а ведомым брускам 8 - радиальные колебания по нормали к обрабатываемой поверхности. При этом радиальный разжим брускам 6 сообщается от привода станка посредством штока 11, разжимных клиньев 10 и держателей 5. Радиальные колебания ведомым брускам 8 сообщаются от вибрирующего полого штока 16 через разжимные конуса 15, толкатели 14, вставки 12 и держатели 7. Вибрация обеспечивается пульсирующим потоком рабочей, жидкости, перепускаемой через гидроцилиндр 17 с помощью напорного 19 и сливного 20 штуцеров, воздействующей на поршневую часть штока 16, подпружиненного упругим элементом 1 В,
Вращение шлифовальным брускам от привода станка передается через щтиф- ты 21, ГИДРОЦИЛ1ШДР 17, внутреннюю часть 1 корпуса хонинговальной головки, фланец 4, дугообразные пружины 3 и наружную часть 2. Здесь пружины 3 предварительно растянуты с усилием, компенсирующим сплы резания при об313354354
работке отверстий без погрешностей наружная часть 2 корпуса хонинговаль- формы, что позволяет удерживать внут- ной головки возвращается в исходное реннгою 1 и наружную 2 части корпуса положение, увлекая за собой и шлифоот относительного проворота.
При хонинговании отверстий с погрешностями формы в местах их появления и под воздействием последних резко возрастают силы резания и брус ки 6 ведущего комплекта, преодолевая сопротивление пружин 3, проворачивают внешнюю часть 2 относительно внутренней части 1 в пределах смещения держателей 5 в пазах 9. В резуль тате смещаются и держатели 7 с брусками 8 ведомового комплекта. Однако смещение последних осуществляется- вдоль плоских поверхностей вставок 12, закрепленных перпендикулярно оси толкателей 1А, жестко связанных с внутренней частью, т.е. по хорде к окружности обрабатываемого отверстия , что приводит к уменьшению зазора между радиально-колеблющимися брусками 8 и обрабатываемой поверхностью и тем самым увеличивает их производительность (съем металла). Таким образом, в местах появления по грешностей формы, автоматически отслеживаемых; ведущим комплектом брусков 6, увеличивается производительность обработки ведомого комплекта брусков 8, что повышает интенсивность .исправления погрешностей формы и сокращает время обработки деталей. После устранения погрешностей формы под воздействием пружин 3
5
вальные бруски 6 и 8.
Формула изобретения
Хонинговальная головка, содержа- 10 Щая корпус, в пазах которого размещены два комплекта держателей с шлифовальными брусками, связанных через толкатели с индивидуальными приводами радиальной подачи, вьтолненными в 15 виде разжимных конусов и штоков, один из которых оканчивается поршнем, входящиь: в цилиндр привода радиального разжима, о тличающаяся тем, что, с целью повьшенйя интенсив- 20 ности исправления погрешностей формы и производительности обработки, корпус головки выполнен в виде двух концентрично установленных частей, связанных между собой посредством 25 фланца и дугообразных пружин с возможностью относительного проворота, при этом во внешней части установлены держатели ведущего комплекта брусков с возможностью тангенциального
1
30 смещения в пазах внутренней части, а ведомый комплект брусков, также размещенный во внешней части, установлен с возможностью смещения по хорде вдоль плоских поверхностей
35 введенных в головку и закрепленных на толкателях вставок, неподвижно установленных относительно внутренней части корпуса.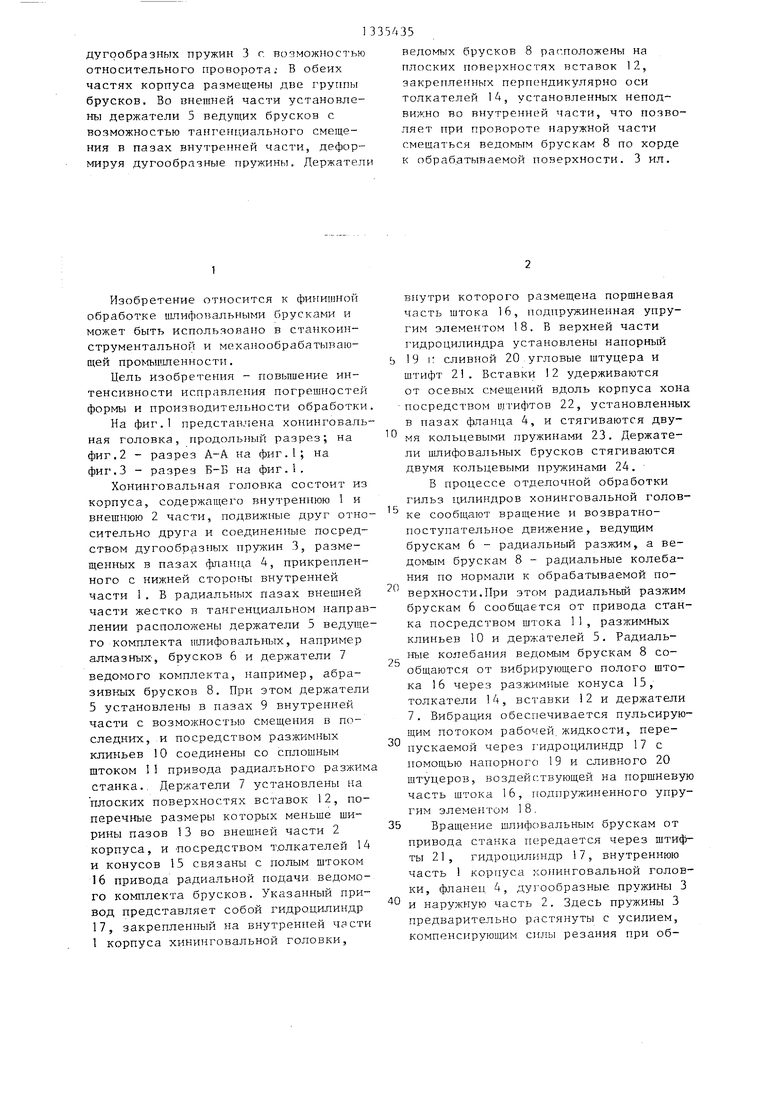
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1985 |
|
SU1235703A1 |
| Хонинговальная головка | 1990 |
|
SU1781011A1 |
| Хонинговальная головка | 1987 |
|
SU1472229A1 |
| Хонинговальная головка | 1985 |
|
SU1292993A1 |
| Хонинговальная головка | 1979 |
|
SU880702A1 |
| Хонинговальная головка для предварительной и окончательной обработки | 1986 |
|
SU1404298A1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1979 |
|
SU856769A1 |
| Хонинговальная головка | 1983 |
|
SU1174237A1 |
| Хонинговальная головка | 1986 |
|
SU1505763A1 |
Изобретение относится к механо- обрабатывающей промьгашенности, в частности обработке отверстий. Цель изобретения - повышение интенсивности исправления погрешностей формы и производительности процесса. С этой целью корпус хонинговальной головки .выполнен в виде двух концентрично установленных частей 1 и 2, связанных между собой посредством фланца 4 и 2/ сл оо со ел 4 СО ел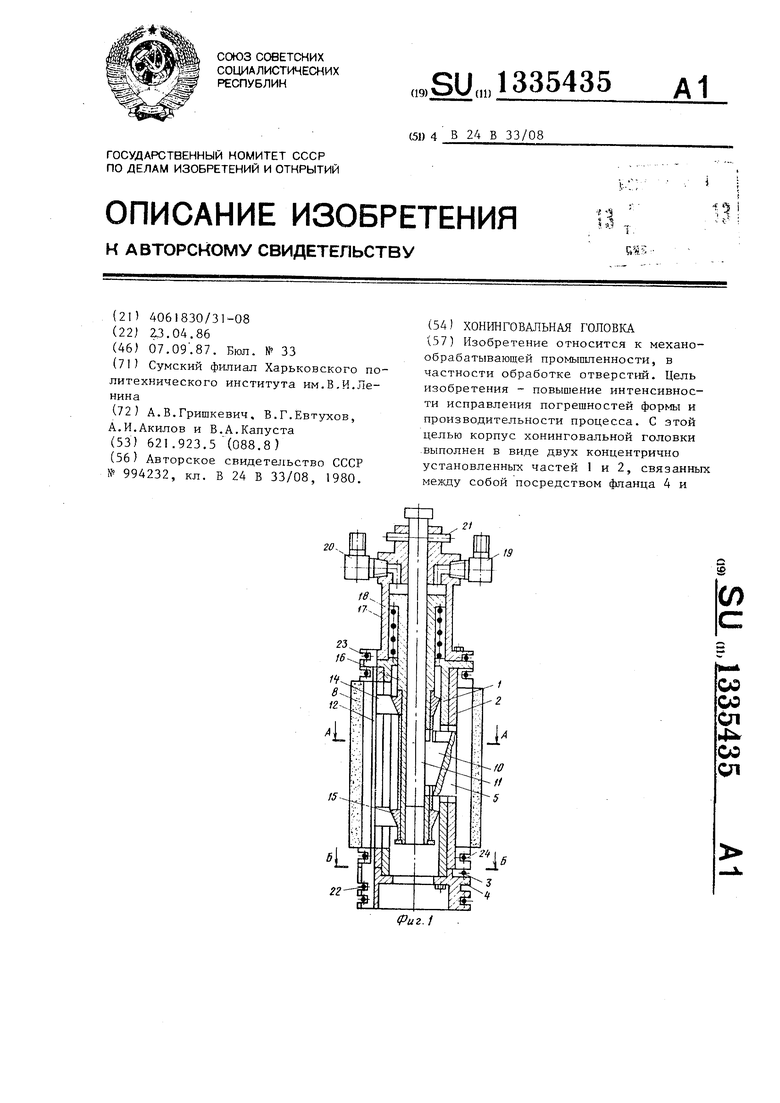
13
фиг. 2
фиг, 5
| Хонинговальная головка | 1980 |
|
SU994232A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
