1
Изобретение относится к стекольной нромышлепности и может быть использовано гз производстве прокатного стекла, армированного отдельными проволоками.
Известно устройство для армирования стекломассы, в котором подачу армирующей сетки из рулона к вальцам, а от них в направляющую щель подпорной плиты через защитную газовую среду осуществляют вр чную
1.
Наиболее близким к изобретению техническим решением является способ ввода арматуры в стекломассу, включающий соединение арматуры с затравочным элементом с последующей подачей ее в стекломассу 2.
Однако известные способы ввода арматуры в стекломассу не обеспечивают механизированной ее заправки, так как проталкивание арматуры но направляющим производят вручную.
Цель изобретения - механизания процесса.
Достигается это тем, что подачу арматуры осуществляют потоком газа с избыточным давлением 0,02-0,5 МПа.
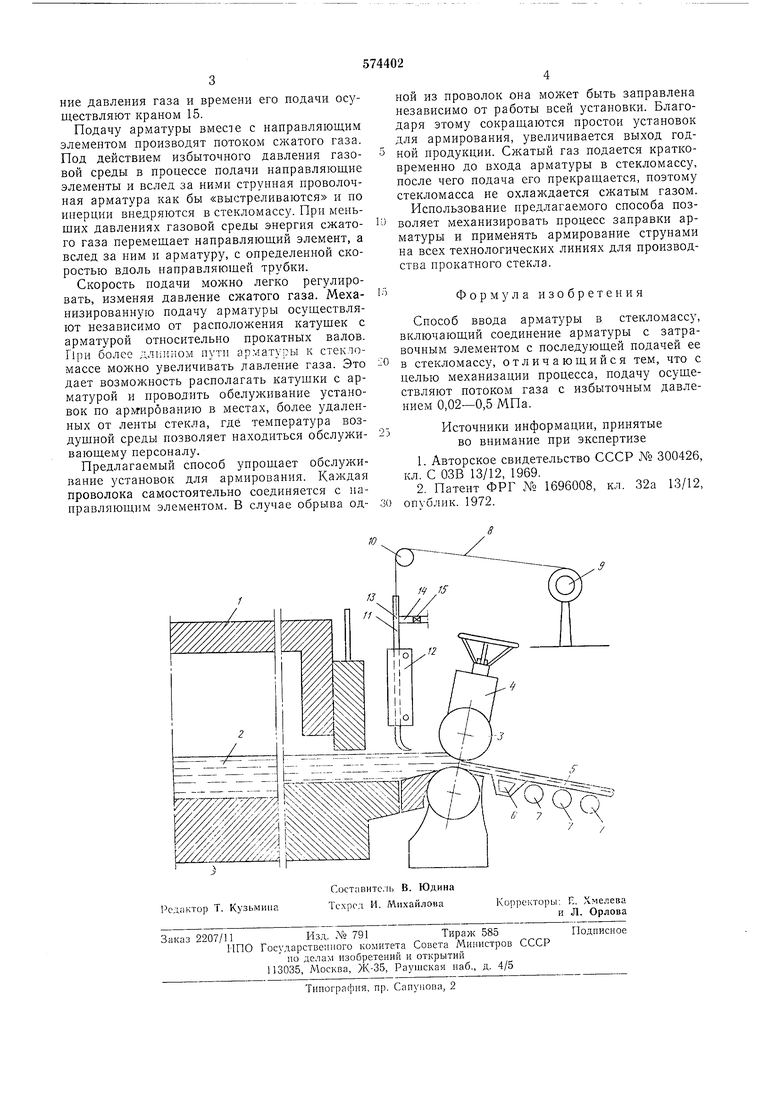
На чертеже схематически показана установка для получения прокатного стекла, армированного проволочной арматурой.
Из выработочной части стекловаренной печи I стекломасса 2, имеющая температуру 1200° С, поступает к прокатным валам 3 стек
лоформующей .мащииы 4, вырабатывающим ленту стекла 5 со скоростью 120 п. м/ч. Лента стекла по наклонному столу 6 и роликам 7 направляется в печь отжига. Арматура 8, представляющая собой стальную проволоку диаметром 0,5 мм, подается с катущек 9, на из которых намотано по 8 кг проволоки, через перегибной валик 10, направляющую трубку 11 и холодильник 12. Лента стекла шириной 300 мм армируется девятью проволоками с щагом армирования 30 мм. Внутренний диаметр направляющих трубок 10 мм, длина их 800 мм, все трубки смонтированы в одном холодильнике. Нижние концы трубок
изогнуты по направлению движения стекломассы и отстоят от уровня стекломассы на 2-3 мм.
Направляющий элемент 13 выполнен в виде деревянного шарика диаметром 9,8 мм, имеющего но центру сквозное отверстие с диаметром 0,65 мм, через которое пропускается проволока. Он может выполняться из различных материалов, сгорающих при контакте со стекломассой - дерева, пластмасс, металлов, стекла.
Направляющий элемент, соединенный с арматурой, помещается в верхний конец направ./яюше тпуПСи П, глс че)сз rin-oxx 4 подастся сжатый газ, например, азот. Регулирова
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| Устройство для изготовления армированного стекла | 1981 |
|
SU952775A1 |
| Устройство для изготовления армированного проволокой листового стекла | 1972 |
|
SU1020001A3 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ ПОВЫШЕННОЙ ПРОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2492047C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2718473C1 |
| МНОГОСЛОЙНАЯ ПОЛИМЕРНАЯ АРМИРОВАННАЯ ТРУБА, СПОСОБ ЕЕ НЕРПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2720086C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2709276C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО СТЕКЛА | 1971 |
|
SU300426A1 |
| Способ изготовления контактного провода | 1983 |
|
SU1101323A1 |
| Способ армирования чугунных отливок | 2019 |
|
RU2731494C1 |
