(54) ШТАМП ДЛЯ ИЗГОТОВЛЕНМЯ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ КОНЦОВ ТРУБ ДЛЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ И ШТАМП, ИСПОЛЬЗУЕМЫЙ В ЭТОМ СПОСОБЕ | 2002 |
|
RU2222404C2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021067C1 |
| Штамп для свертывания цилиндрической заготовки | 1979 |
|
SU858990A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 2008 |
|
RU2368445C1 |
| Устройство для раздачи полых заготовок внутренним давлением | 1987 |
|
SU1433582A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Штамп для объемной штамповки | 1990 |
|
SU1729674A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТРУБНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2192324C2 |
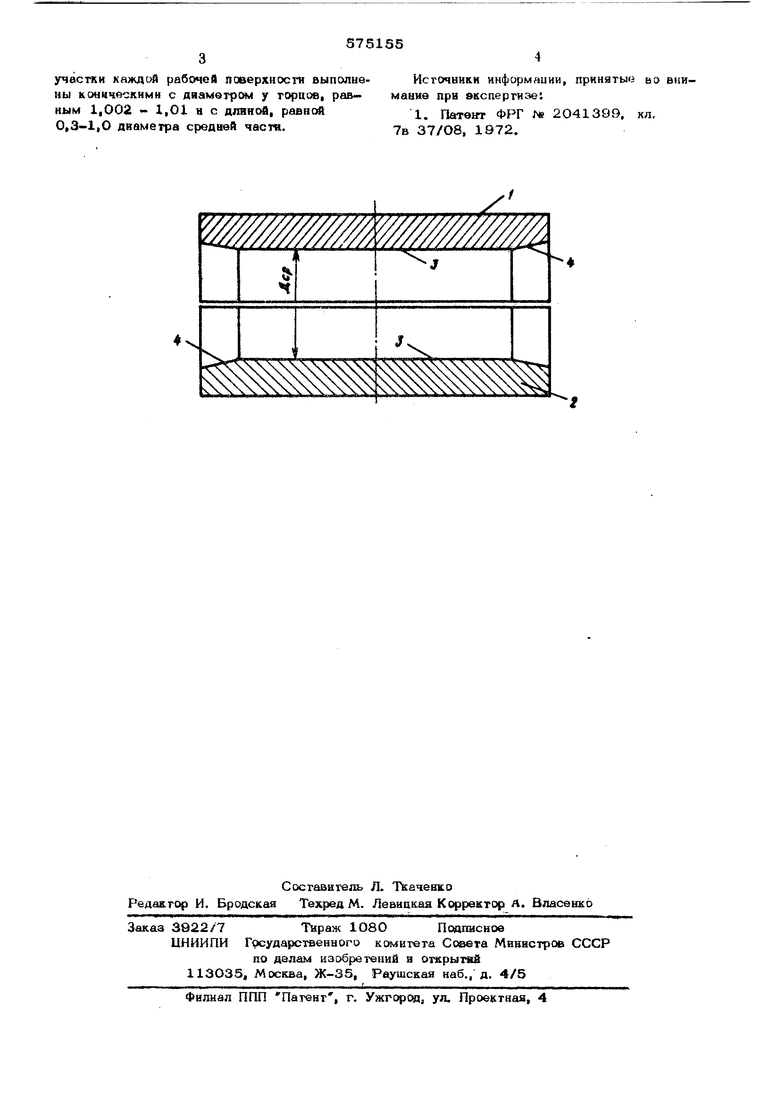
Иаобрегение относится к обработке металлов давлением, в частности к формовке прямошовных сварных труб. Известен штамп для изготовления груб предварительно согнутых в V образную форму заготовок, содержащий две полуматрицы, каждая с полуцилиндрической раб чей поверхностью ijНедостатком такого штампа является невозможность получения равномерного зазора между кромками по всейдлине трубы, что обусловлено различными условиями деформирования среднего и концевых участ ков при обжиме трубы в конечный момент штамповки. ром у торцов, равным 1,002- 1,01 днаметра средней части и с длиной равной 0,3 1,О диаметра средней части. Штамп состоит из двух полуматриц 1 и 2, рабочие поверхности которых имеют среднюю цилиндрическую говерхность 3 и конические участки 4 длиной 0,3-1,0 с диаметром, paвны f 1,002 - 1,01 При изгоговлеиии труб в таЛом штампе уменьшается истечение металла концевых участков в осевом направлении и образуется paBHONfepHb l зазоп.
участки каждой рабочей поверхкосги выполнены коническими с диаметром у торцов, равным 1,002 - 1,01 н с длиной, равней 0,3-1,0 диаметра средней част.
Источники информниии, npHHiSTbie во внимание при вкспертиае:
:
