Изобретение относится к обработке металлов давлением и может быть испдль- зовано в машиностроении для изготовления тонкостенных деталей с переменным нро- |ходным сечением но длине, например для тюлучения резонансных труб к микродвигателям.
I Цель изобретения - повышение произ- |водительности и коэффициента использования металла.
На чертеже изображено предлагаемое устройство.
Устройство содержит узел I создания |рабочего давления газа, две жесткие полу- |матрицы 2 и 3, установленные с воз- 1МОЖНОСТЫО осевого перемеш,ения до взаим- iHoro сближения, например, с гюмош,ыо |гидроцилиндров 4, две подвижные в осе- |вом направлении заглушки 5 и 6, разме- иценные в полостях гюлуматриц 2 и 3. Каж- |дая заглу1нка выполнена в виде стержня |с центральным каналом а для подачи газа и имеет ко/1ьцевые выс 1 упы 7 и 8. |Выступ 7 вьпю.;|нен в виде калибрую- kuero нояска и имеет диаметр меньше, чем диаметр нолуматрицы в зоне 9« а выступ 8 контактирует с поверхностью зоны 9 и имеет две рабочие поверхности: плоскую 10 (обращена в нолость но- луматриц) и коническую П. На выходе н. полуматриц выполнена эквидистантная поверхности И поверхность 12. Заглушки 5 |и 6 юдпружинены пружинами 13 растя- |жения. Для стравливания 1 аза в устройстве предусмотрен вентиль 14, а для подачи газа - вентиль 15.
Устройство работает следуюн,им образом.
Предварите.льно разогретые, например, с номон1ью тэнов нолуматрицы 2 и 3 разводят и устанавливают в их полости трубчатую заготовку 15, диаметр которой боль- 1пе диаметра зоны 9 полу матриц 2 и 3, Под действием гидроцилиндров 4 осу- н1,ествляют сближение нолуматриц, обжимая TOpLibi трубчатой заготовки 16. Затем от- вентиль 15, а вентиль 14 закрывают, подавая газ в юлость ;ш1Ч)товки 16. Избыточное давление газа в полости трубы стравливается через торцы трубчатой за1 ОтоБки. Но мере сближения нолу.матриц 2 и 3 и обжима торцовых частей заготовки 16 кромки последней касаются поверхности 10 и унираются в нее, в результате чего заглупжи 5 и 6 начинают перемешаться в направлении выхода из полу.матриц. Нри заданном перемен 1,е- пии заг;1у1нек 5 и 6, которое определяется геометрией детали, а в устройстве - расстоянием между выступами 7 и 8, кольцевой выступ 7 одной из заглушек достигает внутренней поверхности заготовки 16 и приостанавливает перемещение заготовки относительно полуматриц, одновременно герметизируя торец заготовки. При этом заглунжа внедряется калибрующим пояском
7 в стенку заготовки на глубину 0,1 - 0,2 мм. Дальнейшее смыкание полуматриц 2 и 3 приводит к аналогичной герметизации другого торца заготовки, давление газа в полости заготовки возрастает, обеспечивая раздачу средней части заготовки. Сближение полуматриц может продолжаться создавая осевой подпор заготовки при раздаче. При полном смыкании полуматриц 2 и 3 давление в полости заготовки увеличивается что обеспечивает окончательную калибровку полученной детали по жесткой матрице, а также увеличивает осевую выталкивающую нагрузку на заглушки, которые под действием этой силы выходят
с из внутренней полости полученной детали, калибруя выступом 7 цилиндрический торцовый участок детали. Носле выхода из полости детали заглушка прижимается поверхностью 11 к поверхности 12 на полуматрице, обеспечивая герметизацию внутрен0 ней полости устройства до тех пор, пока вторая заглушка не выйдет . из полости детали. Затем вентиль 15 закрывают, а газ стравливают из полости устройства вентилем 14. Полуматрицы 2 и 3 разводят и извлекают полученную деталь.
Повышение производительности устройства достигается тем, что заглушки автоматически герметизируют торцы заготовки, а по окончании процесса разгерметизируют их.
Повышение коэффициента использования материала обеспечивается тем, что концевые участки полученного изделия не удаляют.
0
Формула изобретения
.5
Устройство для раздачи полых заготовок внутренним давлением, содержащее установленные с возможностью осевого перемещения две жесткие нолуматрицы, узел создания рабочего давления газа
0 и две заглушки, каждая с центральным кана.лом для подачи газа и кольцевым выступом, имеющим две рабочие поверхности, одна из которых коническая, а другая, торцовая плоская, расположенные во внутренних полостях нолуматриц с возможностью осевого перемещения, отличающееся тем, что, с целью повышения производительности и повышения коэффициента использования металла, каждая зaглyнJкa снабжена смонтированным на ее торце
г) дополнительным кольцевым выступом с калибрующим пояском диаметром, меньши.м диаметра полости полуматриц, а кольцевой выступ с двумя рабочими поверхностями расположен в средней части заглушки и обращен плоской рабочей поверх5 ностью к полости полуматриц, а конической в противоположную сторону к эквидистантной поверхности, выполненной на выходе каждой полуматрицы.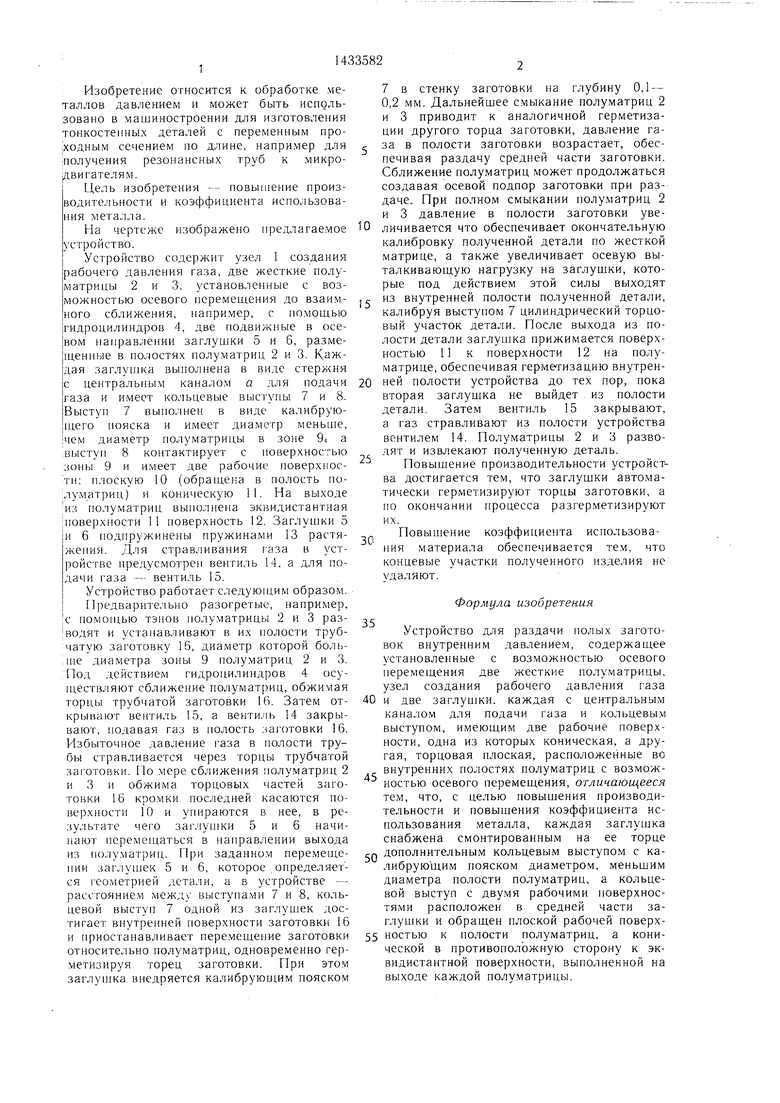
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обжима и раздачи труб с нагревом | 1987 |
|
SU1459779A1 |
| Способ штамповки осесимметричных деталей из цилиндрических заготовок | 1986 |
|
SU1391756A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ИЗДЕЛИЙ С ОДНИМ ИЛИ ДВУМЯ ОСЕСИММЕТРИЧНЫМИ ОТВОДАМИ | 2009 |
|
RU2410188C2 |
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| Способ деформирования концов трубчатых заготовок | 1983 |
|
SU1146122A1 |
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
| Способ получения полых изделий из трубчатых заготовок | 1986 |
|
SU1407622A1 |
| Штамп для изготовления крутоизогнутых отводов | 1983 |
|
SU1174115A1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU659224A1 |
Изобретение относится к обработке металлов давлением и м. б. использовано в машиностроении. Цель изобретения - повышение производительности и коэффициента использования металла заготовки. Устройство содержит узел создания рабочего давления газа I, две жесткие подвижные нолуматрицы (ПМ) 2 и 3, которые нагреваются с гю.мошью тэнов. Для герметизации полости заготовки 16 служат две подвижные в осевом направлении заг- луи1ки 5 и 6, которые выполнены в виде стержня с центральными каналами для подачи газа и имеют кольцевые выступы 7 и 8. Выступ 7 выполнен в виде калиб- руюшего пояска, а выступ 8 имеет две рабочие повехности 10 и 11, причем одна из них плоская, а другая коническая. Заготовку 16 устанавливают в полость ПМ 2 и 3 и производят обжим ее концевых участков путем сближения ПМ 2 и 3. Одновременно подают газ в полость заготовки 16, который стравливается в атмосферу. На последнем этапе обжима заготовка 16 упирается в плоскую поверхность 10 и путем перемещения заглушки 5 осуществляет герметизацию внутренней полости заготовки 16 выступом 7. Давление в нолоЬти заготовки 16 повышается, и осуществляется ее раздача газом по жесткой матрице, образованной двумя ПМ 2 и 3. 1 ил. с (g
