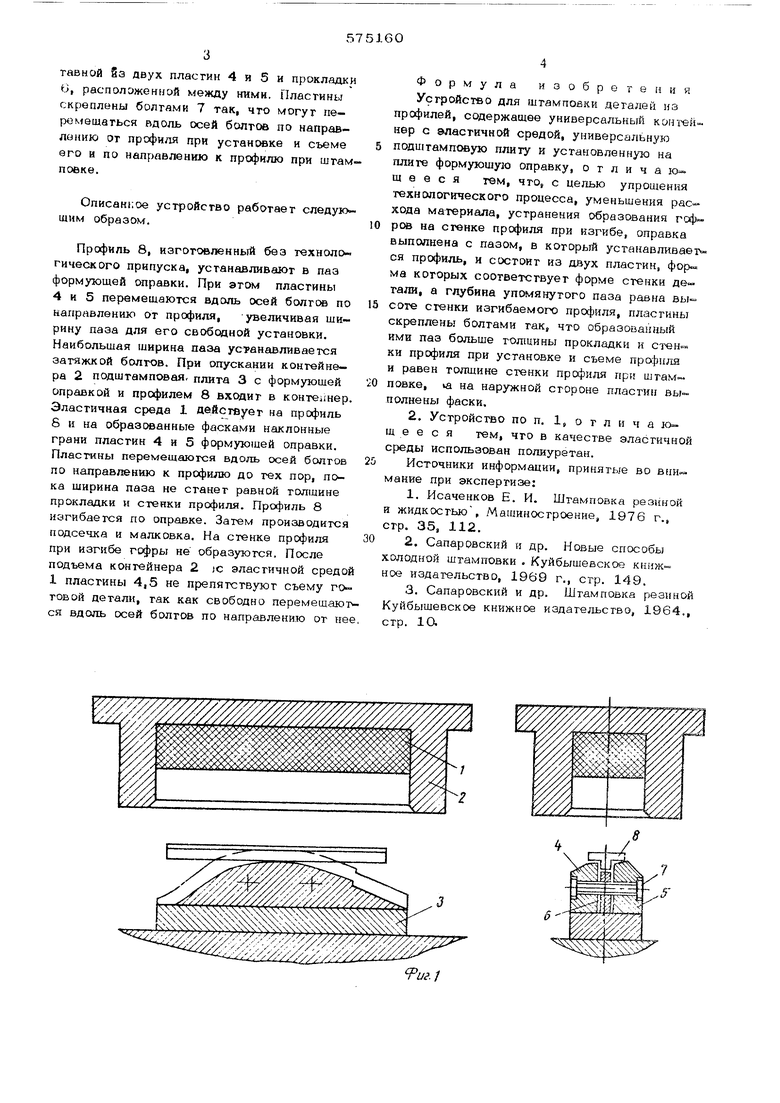
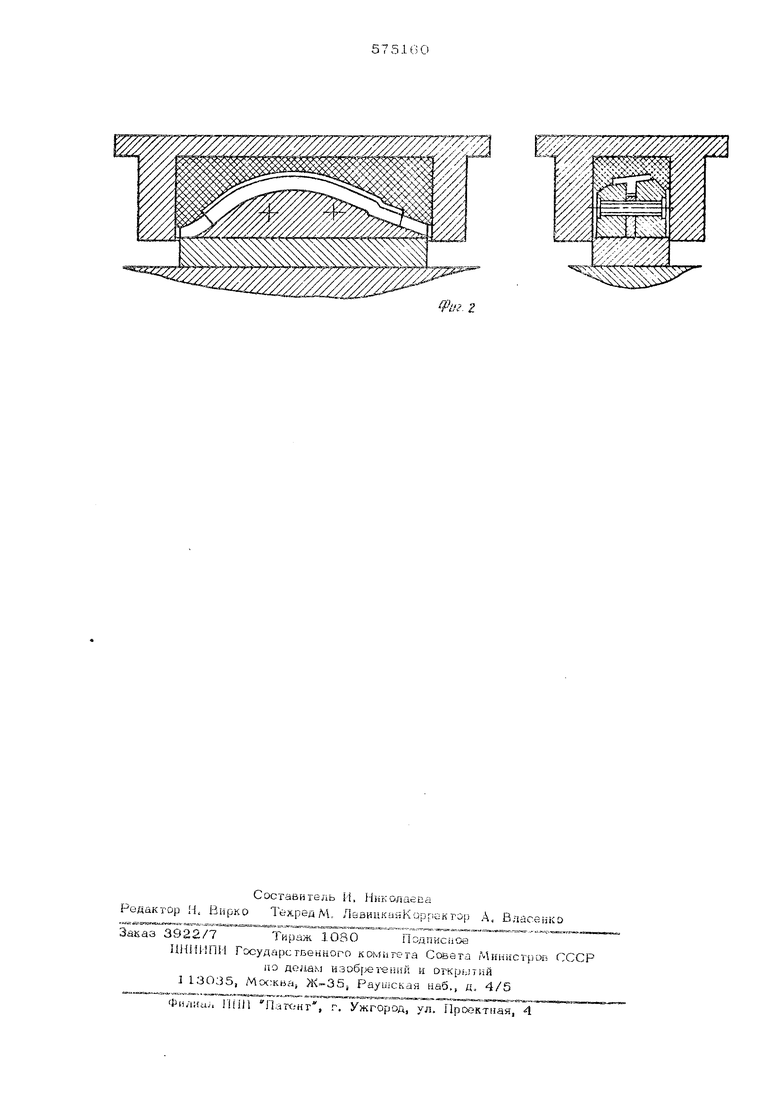
тавной из двух пластин 4 и 5 и прокладки в, расположенной между ними. Пластины скреплены болтами 7 так, что могут перемещаться вдоль осей болтов по направлению от профиля при установке и съеме его и по направлению к профилю при штам повке. Описанное устройство работает следующим образом. Профиль 8, изготовленный без технологического припуска, устанавливают в паа формующей оправки. При этом пластины 4 и 5 перемещаются вдоль осей болтов по направлению от профиля, увеличивая щи- рину паза для его свободной установки. Наибольщая щирина паза устанавливается затяжкой болтов. При опускании контейнера 2 подщтампов 1Я, плита 3 с формующей оправкой и профилем 8 входит в контейнер Эластичная среда 1 действует на профиль 8 и на образованные фасками наклонные грани пластин 4 и 5 формующей оправки. Пластины перемешаются вдоль осей болтов по направлению к профилю до тех пор, пока щирина паза не станет равной толщине прокладки и стеики профиля. Профиль 8 нагибается по оправке. Затем производится подсечка и малковка. На стенке профиля при изгибе грфры не образуются. После подъема контейнера 2 jc эластичной сред 1 пластины 4,5 не препятствуют съему го товой детали, так как свободно перемещаю ся вдоль осей болтов по направлению от н Формула изобретения Устройство для шгампоаки деталей из профилей, содержащее универсальный конгейнер с эластичной средой, универсальную подштамповую плиту и установленную на плите формующую оправку, о т л и ч а ю щ е е с я тем, что, с целью упрощения технологического процесса, уменьшения расхода материала, устранения образования на стенке профиля при изгибе, оправка выпсхлнена с пазом, в который устанавливает ся профиль, и состоит из двух пластин, фор ма которых соответствует форме стенкн де тали, а глубина упомянутого паза равна вы- соте стенки изгибаемого профиля, пластины скреплены болтами так, что образованный ими паз больще толщины прокладки и стен. ки профиля при установке и съеме профиля и равен толщине стенки прсфиля при штам- повке, а на наружной стороне пластин выполнены фаски. 2. Устройство по п. 1, о т л и ч а ющ е е с я тем, что в качестве эластичной среды использован полиуретан. Источники информации, принятые во вци мание при экспертизе: 1.Исаченков Е. И. Штамповка резиной и жидкостью , Машиностроение, 1976 г., стр. 35, 112. 2.Сапаровский и др. Новые способы холодной штамповки . Куйбышевсксе книжное издательство, 1969 г., сгр. 149. 3.Сапаровский и др. Штамповка резиной Куйбыщевское книжное издательство, 1964., стр. 1О.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки деталей из профилей | 1987 |
|
SU1510969A1 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| Устройство для штамповки длинномерных деталей эластичной средой | 1990 |
|
SU1798027A1 |
| Способ изготовления решетчатой конструкции | 1981 |
|
SU963769A1 |
| Устройство штамповки деталей из прессованных профилей | 1990 |
|
SU1779432A1 |
| Устройство для штамповки | 1990 |
|
SU1754278A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Штамп для радиальной калибровки изделий | 1988 |
|
SU1581457A1 |
| Устройство ударного действия для листовой штамповки | 1980 |
|
SU889207A1 |
| Устройство для штамповки длинномерных деталей | 1987 |
|
SU1500411A1 |
, r Oc vi/VX//
иг.1
г2
