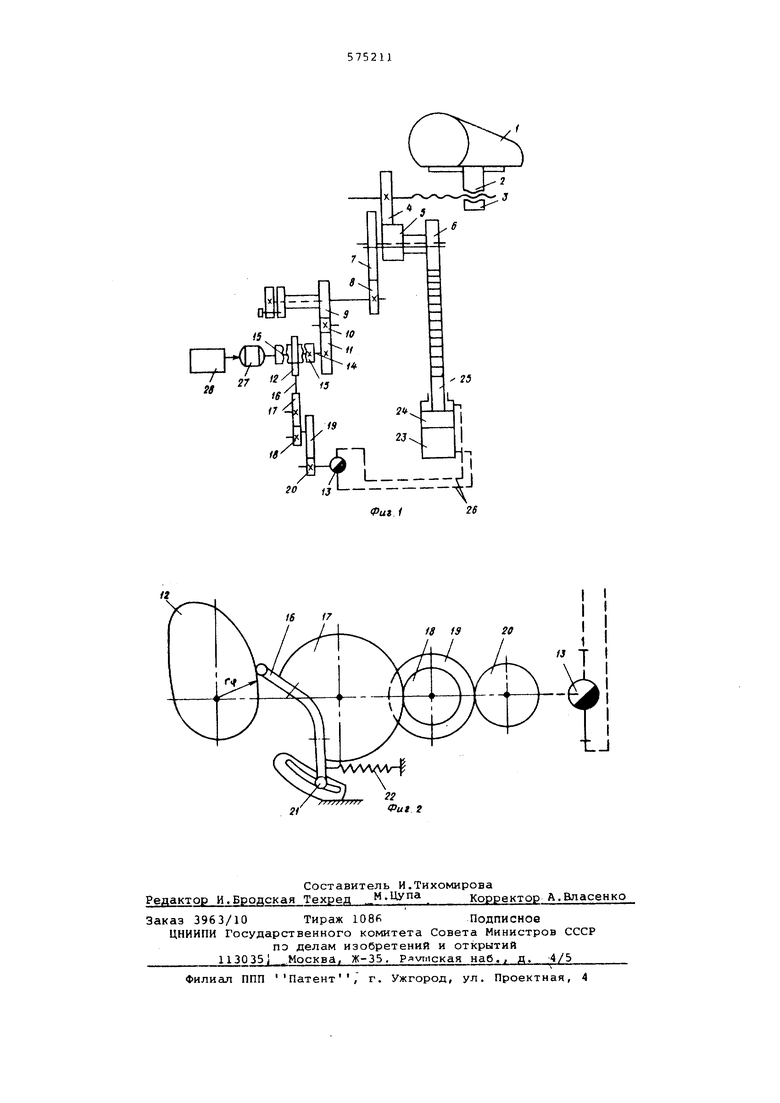
концов рычага 16 несет на себе стопор 21, фиксирующий шестерни 17-20 и вал дросселя 13 в неподвижном поло жении, и соединен со станком пружиной 22, поджимающей другой конец рычага к периферии кулачка 12. Гидропривод механизма состоит из гидроцилиндра 23 с поршнем 24 и штоком 25, выполненномв виде рейки, связанной с колесом б зубчатого механизма попе речной подачи. Дроссель 13 связан с гидроцилиндром 23 посредством гидропровода 26,,j Индивидуальный привод 27 механизм врсщения кулачка 12 соединен с выходом блока 28 управления работы этого привода, например, содержащего следя щую систему получения постоянного на тяга упругой системы станка, и связан с кулачком 12 зубчатой муфтой 15 При шэдаче масла через дроссель 1 по гидропроводу 26 в цилиндр 23 перемещаются поршень 4 с рейкой 25 и при водятся во вращение колеса 6, 5, 4 и винт поперечной подачи 3, перемещающий шлифовальную бабку 1 посредством гайки 2, При этом через зубчатые колеса 7-11 передается вращение кулачку 12 через включенную зубчатую муфту 15. Конец рычага 16, поджимаемый пружиной 22 к кулачку 12, следит за его периферией и при вращении кулачка 12 приводит во вращение шестерни 17-20 рычажно-зубчатого блока. При помощи шестерни 20 вал дроссеЛЯ 13 регулирует производительность подачи масла в гидроцилиндр 23. Желае кий закон изменения угловой скорости вращения золотникового вала дросселя 13 получают выбором соответствующего профиля кулачка 12. При вращении кулачка 12, содержащего плавно увеличиваемый радиус его периферии рабочей поверхности от центра, увеличивается непрерывно и плавно производительност подачи масла через дроссель 13, скорость движения поршня 24 с рейкой 25 и скорость поперечной подачи шлифовальной бабки при обработке. Для получения поперечной подачи, изменяемо й в процессе обработки по любому закону без замены кулачка 12 (его профиля), сообщают вращение кулачку 12 через муфту 15 от индивидуального привода 27, снабженного блоком управления 28, содержащим следящую систему. Для работы станка методом постоянной врезной подачи зубчатая муфта 15 выводится из зацепления с кулачком 1. Необходимая величина постоянной поперечной подачи настраивается поворотом и фиксированием положения вала дросселя 13, при которомобеспечивают определенную производительность подачи масла через дроссель 13 в гидроцилиндр 23. Это положение вала дросселя затем фиксируют через рычажно-зубчатый блок стопором 21, размещенным на конце рычага 16. Применение предложенного механизма для получения непрерывно и плавно уменьшаемой поперечной подачи по за-, кону, обеспечивающему постоянную яеличину натяга упругой системы СПИД при обработке, повышает виброустойчивость процесса шлифования, за счет чего улучшается качество обработанной поверхности и повышается точность детали . Формула изобретения 1. Механизм поперечной подачи круглошлифовального станка, включающий вращающийся от регулируемого гидропривода винт подачи, вращающийся кулачок автоматического управления гидропривода, кинематически связанный с винтом подачи и с валом регулирующего элемента гидропривода, а также находящийся в контакте с кулачком подпружиненный двуплечий рычаг, отличающийся тем, что, с целью увеличения диапазона изменения режима работы механизма поперечной подачи, он снабжен установленным на валу регулирующего элемента гидропривода зубчатым блоком, на ведущей шестерне которого смонтирован с возможностью фиксации его положения подпружиненный двуплечий рычаг, при этом в кинематическую цепь между винтом подачи и вращающимся кулачком автоматического управления гидропривода введена установленная соосно с кулачком и подвижная в осевом направлении двусторонняя торцовая зубчатая муфта. i, Механизм по п. 1, отличающий ся тем, что кулачок .автоматического управления гидропривода снабжен дополнительным приводом вращения, имеющим блок управления со следящей системой, например, по величине натяга в системе СПИД. Источники информации, принятые во нимание при экспертизе 1. Авторское свидетельство W73213, кл. В 24 В 17/08, 1948.
/
J
iS
7L-t- ------- J
/
го
Фиг 126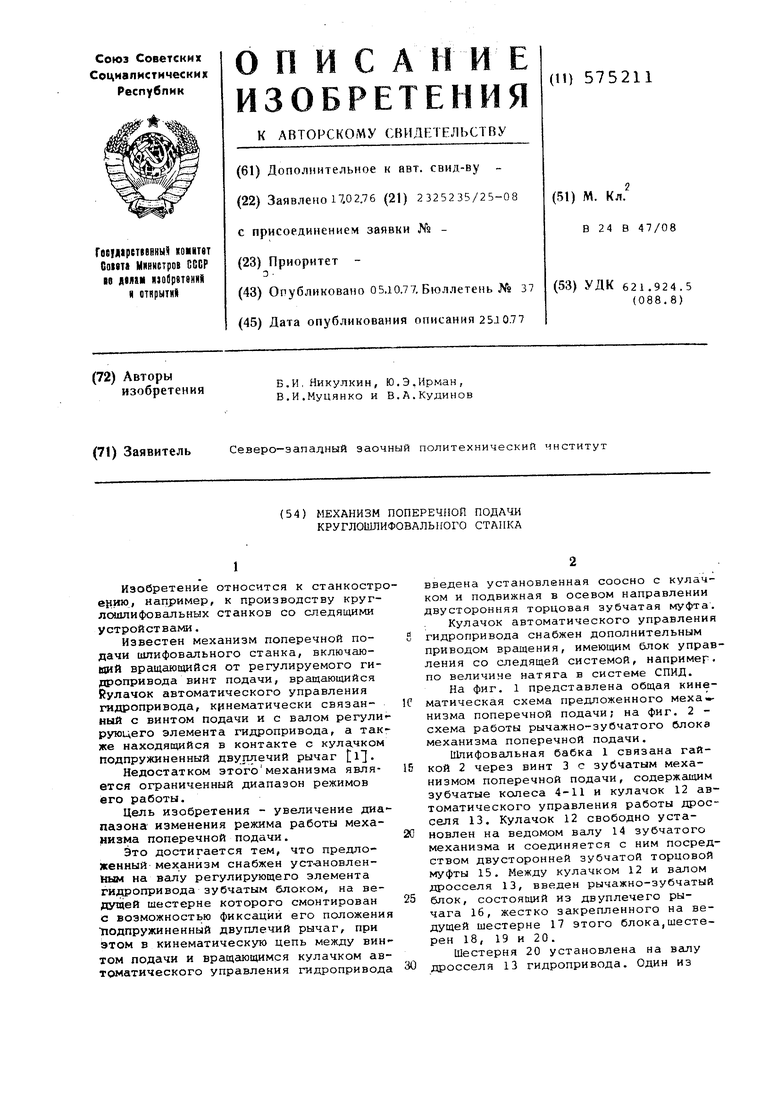
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВКЛЮЧЕНИЯ ПРОДОЛЬНЫХ ПОДАЧ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА | 1971 |
|
SU301226A1 |
| Механизм подачи | 1974 |
|
SU490640A2 |
| МЕХАНИЗМ ПОПЕРЕЧНОЙ ПОДАЧИ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1972 |
|
SU347183A1 |
| ЗУБОРЕЗНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ КОЛЕС | 1966 |
|
SU222853A1 |
| Зажимное устройство | 1981 |
|
SU1009630A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU971630A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
| Механизм подач | 1985 |
|
SU1292996A1 |
| Механизм подачи шлифовальной бабки | 1982 |
|
SU1077767A2 |