1
Изобретение относится к металлорежущим станкам и предназначено, преимущественно, для подачи абразивного инструмента к обрабатываемому изделию.
По основному авт. св. N° 318468 известны механизмы подачи, например, круглощлифовального станка, выполненного в виде винта подачи с гайкой, получающего вращение от гидропривода через рычаг, взаимодействующий с зубчато-червячпой передачей, в котором с целью обеспечения точности и чистоты обработки рычаг шарнирно связан с гидроприводом и червяком и установлен под УГЛОМ к их осям, перпендикулярным друг другу. Червяк выполнен подвижным в осевом направлении относительно червячного колеса и подпружияен.
Предлагаемое устройство отличается от известного тем, что оно снабжено приводимой во вращение от индивидуального привода дополнительной конической щестерней, кинематически связанной с червяком.
Этим достигается дополнительная автоматическая подача щлифовальной бабки к обрабатываемому изделию.
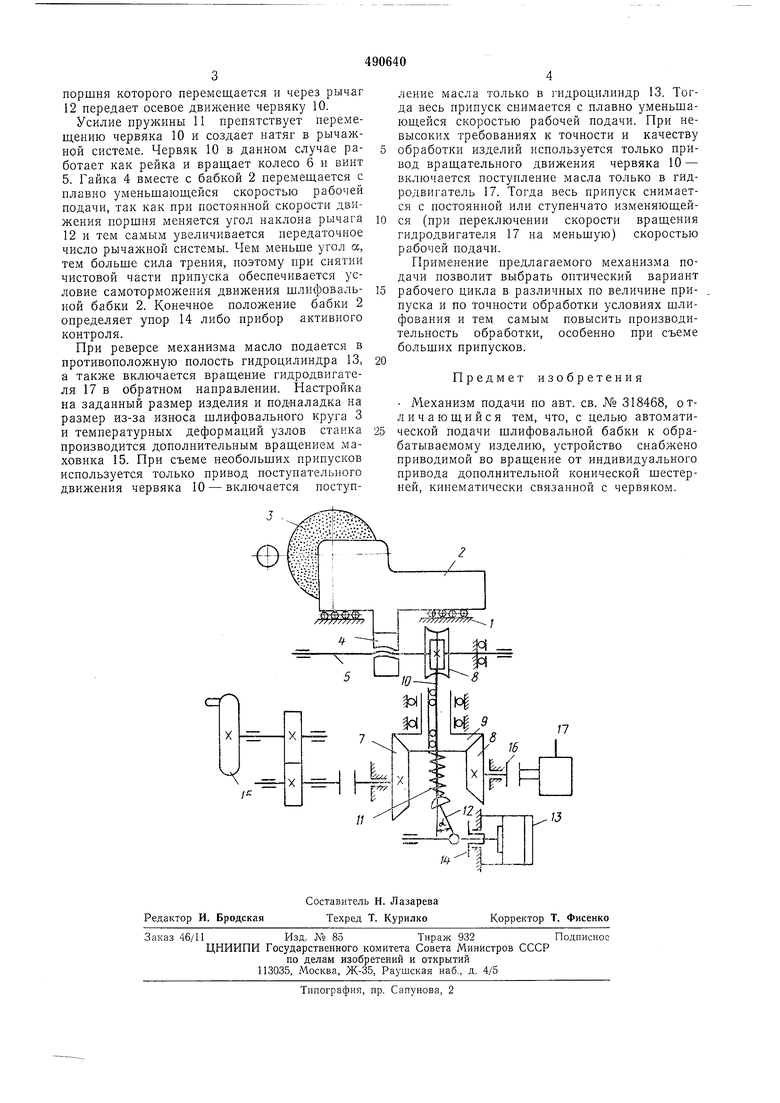
Па чертеже схематически показан предлагаемый механизм. Он смонтирован в корпусе 1, на котором установлена щлифовальная бабка 2 с шлифовальным кругом 3. В кронштейне шлифовальной бабки 2 расположена гайка 4. В корпусе имеется винт 5 с червячным колесом 6 и конические шестерни 7, 8 и 9. В последней установлен подвижно в осевом направлении червяк 10, подпружиненный пружиной 11.
Рычаг 12 щарнирно связан с гидроцилиндром 13 и червяком 10. На корпусе закреплен упор 14. С шестерней 7 кинематически
связан маховик 15, а шестерня 8 кинематически через муфту 16 связана с гидродвигателем 17.
Устройство работает следующим образом. Врашением маховика 15 вручную бабку 2
подводят к обрабатываемому изделию. Вращение через конические шестерни 7 и 9 передается червяку 10, колесу 6 и винту 5. Перемещению червяка 10 препятствует пружина 11. При вращении винта 5 гайка 4
вместе с бабкой 2 перемещается по направляющим. Муфта 16 при этом отключена. Для автоматической подачи бабки 2 включается гидродвигатель 17 и муфта 16. Вращение через конические шестерни 8 и 9 передается
червяку 10, колесу 6, винту 5. Гайка 4 вместе с бабкой 2 перемещается с постоянной скоростью рабочей подачи. После съема определенной части припуска гидропривод 17 выключается и одновременно включается поступление
масла в полость гидроцилиндра 13, щток
поршня которого перемещается и через рычаг 12 передает осевое движение червяку 10.
Усилие пружины 11 препятствует перемещению червяка 10 и создает натяг в рычажной системе. Червяк 10 в данном случае работает как рейка и вращает колесо 6 и винт 5. Гайка 4 вместе с бабкой 2 перемещается с плавно уменьшающейся скоростью рабочей подачи, так как при постоянной скорости движения поршня меняется угол наклона рычага 12 и тем самым увеличивается передаточное число рычажной системы. Чем меньше угол а, тем больше сила трения, поэтому при снятии чистовой части припуска обеспечивается условие самоторможения движения шлифовальной бабки 2. Конечное положение бабки 2 определяет упор 14 либо прибор активного контроля.
При реверсе механизма масло подается в противоположную полость гидроцилиндра 13, а также включается вращение гидродвигателя 17 в обратном направлении. Настройка на заданный размер изделия и подналадка на размер из-за износа щлифовального круга 3 и температурных деформаций узлов станка производится дополнительным вращением маховика 15. При съеме необольших припусков используется только привод поступательного движения червяка 10 - включается поступJ
ление масла только в гидроцилиндр 13. Тогда весь припуск снимается с плавно уменьшающейся скоростью рабочей подачи. При невысоких требованиях к точности и качеству обработки изделий используется только привод вращательного движения червяка 10 - включается поступление масла только в гидродвигатель 17. Тогда весь припуск снимается с постоянной или ступенчато изменяющейся (при переключении скорости вращения гидродвигателя 17 на меньшую) скоростью рабочей подачи.
Применение предлагаемого механизма подачи позволит выбрать оптический вариант рабочего цикла в различных по величине припуска и по точности обработки условиях шлифования и тем самым повысить производительность обработки, особенно при съеме больших припусков.
Предмет изобретения
- Механизм подачи по авт. св. № 318468, отличающийся тем, что, с целью автоматической подачи шлифовальной бабки к обрабатываемому изделию, устройство снабжено приводимой во вращение от индивидуального привода дополнительной конической шестерней, кинематически связанной с червяком.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ПОДАЧИВСГ:СХ!)ЮЗНАЯnA{::HTI10-^;il^:^'^^^'БИЬЛ^'Ю"Ег^А | 1971 |
|
SU318468A1 |
| Механизм поперечных подач круглошлифовального станка | 1971 |
|
SU567592A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| МЕХАНИЗМ ПОПЕРЕЧНОЙ ПОДАЧИ КРУГЛОШЛИФОВАЛЬНОГО СТАНКА | 1972 |
|
SU347183A1 |
| Полуавтомат для заточки мелкомодульных червячных фрез | 1981 |
|
SU1024235A1 |
| Устройство для шлифования торцев пружин | 1983 |
|
SU1135613A1 |
| ГИДРОФИЦИРОВАННЫЙ СТАНОК ДЛЯ ЗАТОЧКИ ПРОТЯЖЕК | 1971 |
|
SU310783A1 |
| Бесцентровошлифовальный станок | 1989 |
|
SU1708593A1 |
| Механизм поперечных подач шлифовального станка | 1980 |
|
SU903094A1 |
| Механизм поперечных подач кругло-шлифОВАльНОгО CTAHKA | 1979 |
|
SU837819A1 |
,
I тт;7 - 77т-,
