1
Изобретение относится к области обработки металлов давлением, в частности к трубопрокатному производству.
По основрюму авт. св. N° 497794 известен стан для производства сппральношовных труб, содержап ин разматыватель, правильную машину, устройство для одновременной обрезки продольпы.х кромок полосы с двумя режущимн элементамн, нмеюнщми рабочие кромки, расположенные в плоскости перпендикулярной трубе, и оснащенными механизмом синхронного перемещения, подающую машину и формовочный узел со сварочной апнаратурой I.
Однако качество реза изготовляемых труб невысокое, поэтому на известном стане дополнительно устанавливают устройство для резки серповидной полосы.
С целью повышения качества реза и экономии металла предлагаемый стан снабжен датчиком, жестко связанным иосредством иоднружииеиной тяги с одним из режущих элементов.
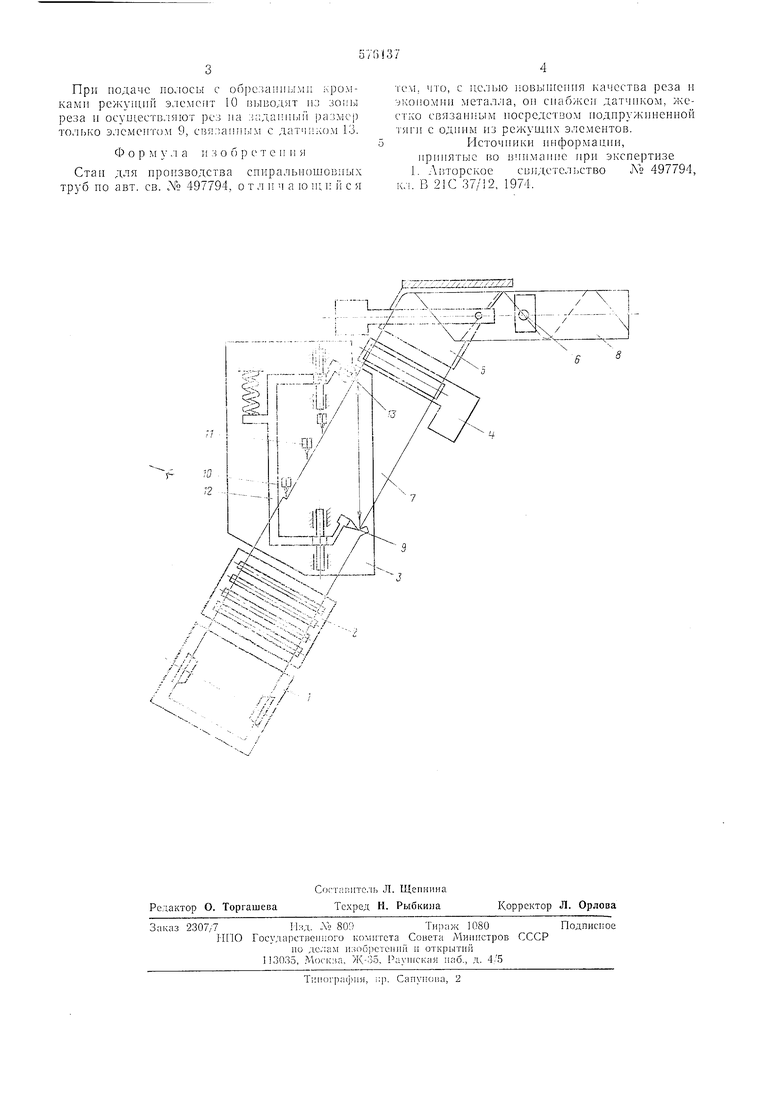
На чертеже изображен предлагаемый стан, общий вид.
Стаи содержит последовательно установлениые разматыватель 1, листоправильную мащииу 2, кромкообрезное устройство 3, задающую машину 4, формующий узел 5 со сварочным
апнаратом 6, обеснеч1 вающий формовку полосы 7 в трубу 8 и сварку швов.
Кромкообрезное устройство 3 выполнено в
виде двух режущих эле.ментов 9 и 10 и механизма 11 CHHXpoiiiioio неремс1цсння. Режущий
э. смент 9 жестко связан посредством поднружннснной тяги 12 с датчиком 13.
Стан работает следхющпм образом.
С разматывате.чя 1 тюлоса 7. выправ,1енная
валками листоправильной машины 2, после обрезки кромок в устройстве 3 задающей машиной 4 подается в формующий узел 5, в котором производится ее сворачивание в трубу 8. В точке схождения кромок первого витка
спирали и полосы сварочным аппаратом 6 труба сваривается внутренним швом, а через половину витка нарул ны.ч. При подаче серповидной полосы с необрезаннымн кромками она обрезается зстройством 3. Режущий элемент 10 обрезает одну кромку, а режущий элемент 9 другую по профплю первой кромки. Расстояние между датчиком и режуни1м эле.ментом 9 для каждого тнпоразмера трубы поетоянно. Прпчем точкн реза и ког1нрования
расположены на линии перпендикулярной продольной осп трубы. Процесс формовки не нарущается, так как радиусы кривизны кромок полосы в сопрягающихся точках одинаковы, а расстояние между ними равно внутрениему иериметру трубы.
3
При подаче полосы с обрезанными кромками режуиип элемент 10 выводят из зоны реза II оеуи,еств. рез на :-к;да1 11ыГ| размер только элементом 9, ев; за 1|ь;м е датчи;.;ом 13.
Ф о р м у л а и 3 о б р е т е и и я
Стаи для производства еппральношовиых труб по авт. ев. ЗЛ 497794, о т л и ч а ю ит и и с я
4
тем. что, с 1елыо повышения качества реза п yivOiiOMHii металла, он снабжен датчиком, жестко евязамиым посредством иодпружппеппой тягп е одним из режуищх элементов.
Иеточпикп пиформацпп, принятые во внимание ирп экепертизе 1. Литорское евпдетельство Л 497794, к.-. В 21С 37/12, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Способ изготовления спиральношовных толстостенных гофрированных труб | 1991 |
|
SU1811933A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1998 |
|
RU2147955C1 |
| Стан для производства спиральношовных труб | 1975 |
|
SU562336A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2011 |
|
RU2450899C1 |
| Непрерывный трубосварочный стан | 1975 |
|
SU639626A1 |
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ПОЛОС К КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2011 |
|
RU2450900C1 |
| Агрегат для изготовления сварных труб из узких полос | 1982 |
|
SU1112633A1 |
