1
Изобретение касается производства труб.
Известен стан для иаготовлениА спиральгношовных труб, содержащий разматыватель, лнстоправильную машину, кромкорбрезное устройство с кромкообрезыыми элементами, распопоженными по ннии, перпендикулярной к ООН полосы (оси подготовительной линнк стана), задающую машину, выходной мост с формуюшнм устройством и сваро ной головкой ll.
При нзготовпенни на данном стане спи- раньношовных труб из полосы, не нмеющ серповидности (ребровсШ кривизны), процесю формовки и сварки протекает стабильно,
трубы получаются высокого качества. Наличие у пилосы серповидности нарушает стабильность процесса формпвки и сварки, приводит к получению различных дефектов сварных швов, а также к изменению геометрических размеров, изготовляемых труб. Невозможность получения труб высокого качества из полосы, имеющей серповидность является одним из недостатков известного с гана.
Известен также стан для производства спнральношовных труб, содержащий кромкообрезные элементы, кинематически связанные между собой Н размещенные на общем основании, Н выходной мост с формуюишм устройством и сварочной гоповкой 2.
Однако тру4ность настройки, связанная с раздельной; настройкой кромкообрезного устройства и выходного моста стана, а также большие затраты времени для |ев осуществления снижают производительность стана.
Для повышения производительности стана путем упрощения настройки кромкообреэнь1Х элементов основание их и выходной мост снабжены подвижными штоками, шарнирно соединенными между соЬой, шарнир установлен с возможностью перемещения в дугообразных направляющих, а основание смонтировано на вертикальной оси с возможностью поворота относительно этой оен
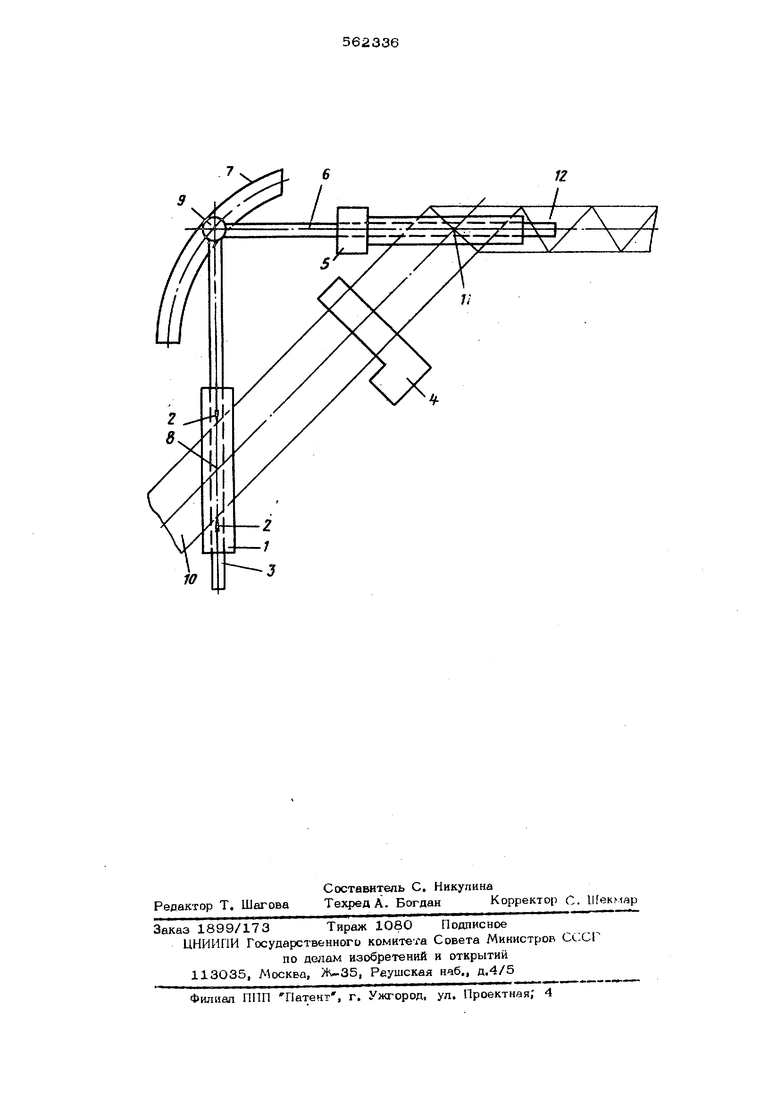
На чертеже схематически изображен предлагаемый стан, общий вид.
Он содержит основание 1 с размеще-н нымн на нем кромкообрезньгми элвмен1ами
И} шток а, установленный с возможностью йе()емвшения в направляющих основания; эадшощую машину 4| выходной мост 5 с формующим устройством, сварочной гсиовкой (формующее устрсйство « сварочная гйповка на чертеже условно не показаны) и штоком 6, размешенным в налравляюипс моста, а также дугообразные направляющие 7о Основание 1 смонтировано на оси 8 с возможностью поворота относительно этой оси и соединено с выходным мостом через juToKH 3 и 6 при помощи шарнира 9.
Работа устройства осуществляется следующим образом.
Полоса 10 задается в подготовительную линию стана, правится и подается к кромк1 о езным элементам 2. Между кромкообре ными элементами устанавливается расстояние, равное периметру трубы. Основание с кромкообрезными элементами поворачивается округ оси 8 до установления нео&ходимой ширины обрезаемой полосы. Так как основание 1 связано подвижным штоком 3 через шарнирное соединение 9 и прл вижный шток 6 с выходным мостом стана 5| 41меюшим ось поворота 11, то поворот основания с кромкообрезными элементами и выходного моста стана осуществляется одновременно. Шарнирное соединение перемещается по направл}пощей 7, обеспечивая постоянную перпендикулярность к оси, проходяшей через кромкорбрезные элементы, и продольной оси выходного моста.
При достижении необходимой ширины о&резаемой полосы процесс настройки стана
считаелхзя законченным, так, как выходной мост стана, поворачиваясь одновременно а кромкообрезными элементами, устанавлв- , вается на необходимый угол формовки. После этого полоса задающей машиной подается в формуюшее устройство и сваривается в трубу 12.
Формула изобретения
Стан для производства спиральношовных труб, содержащий кромкообрезные алемес ;т, кинематически связанные (-между собой и размешенные на обшем основании, и выходной мост с формующим устройством н св очной головкой, отличающийс я тем, что, с целью повьпиення производительности стана путем упрощения наст ройки кромкообрёзных элементов, их осно вание и выходной мост снабжены подвижиыми штоками, шарш1рно соединенными между собой, шарнир установлен с возможностью перемещения в дугообразш ис направ ляюших, а основание смонтировано на ве1 тнкальной оси с возможностью поворота относительно этой оси.
Источники информации, принятые во внимание при экспертизе:
1.Грум-Гржимайло Н.А. и др. Прриэводство труб для сверхмощных газопроводов, изд. Металлурги51, 1972, с. 68-922.Авторское свидетельство СССР № 497794, кл. В 21 С 37/12, 1975. ts y ;; /
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для производства спиральношовных труб | 1974 |
|
SU576137A2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2011 |
|
RU2450899C1 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU935155A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1303208A1 |
| Устройство для изготовления спиральношовных труб | 1981 |
|
SU1005974A1 |
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| Стан для изготовления двухслойных спиральношовных труб | 1968 |
|
SU276895A1 |
| СПОСОБ ПОДГОТОВКИ КОНЦОВ ПОЛОС К КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ | 2011 |
|
RU2450900C1 |
| Агрегат для изготовления сварных труб из узких полос | 1982 |
|
SU1112633A1 |
| Профилегибочный стан | 1987 |
|
SU1433541A1 |