Изобретение относится к области листовой штамповки.
Известен способ вытяжки полых изделий нз плоской заготовки путем воздействия деформирующего усилия на центральную часть заготовки 1.
Для увеличения глубины и уменьшения усилия вытяжки по предлагаемому способу вытяжку осуществляют в два этапа так, что на первом, предварительном этапе, производят частичное деформирование центральной части заготовки, а на окончательном этапе полностью деформирз ют заготовку, при этом между этапами обеспечивают време1 ную выдержку. Глубину А вытяжки на предварительном этапе, глубину Н вытяжки на окончательном этапе и время выдержки т определяют из следующих соотношений:
0,427VoCV LT Л
н/г
1 - 0,0185
аР
t
аС/н-го)
Vo - скорость деформирования;
е С - удельная теплоемкость; V - объем деформированной заготовки;
а - коэффициент теплоотдачи; F-площадь поверхности заготовки;
б - относительное удлинение материала заготовки;
Рд - зсилие деформирования; (4-го) - величина повышения темиературы
заготовки ири вытяжке.
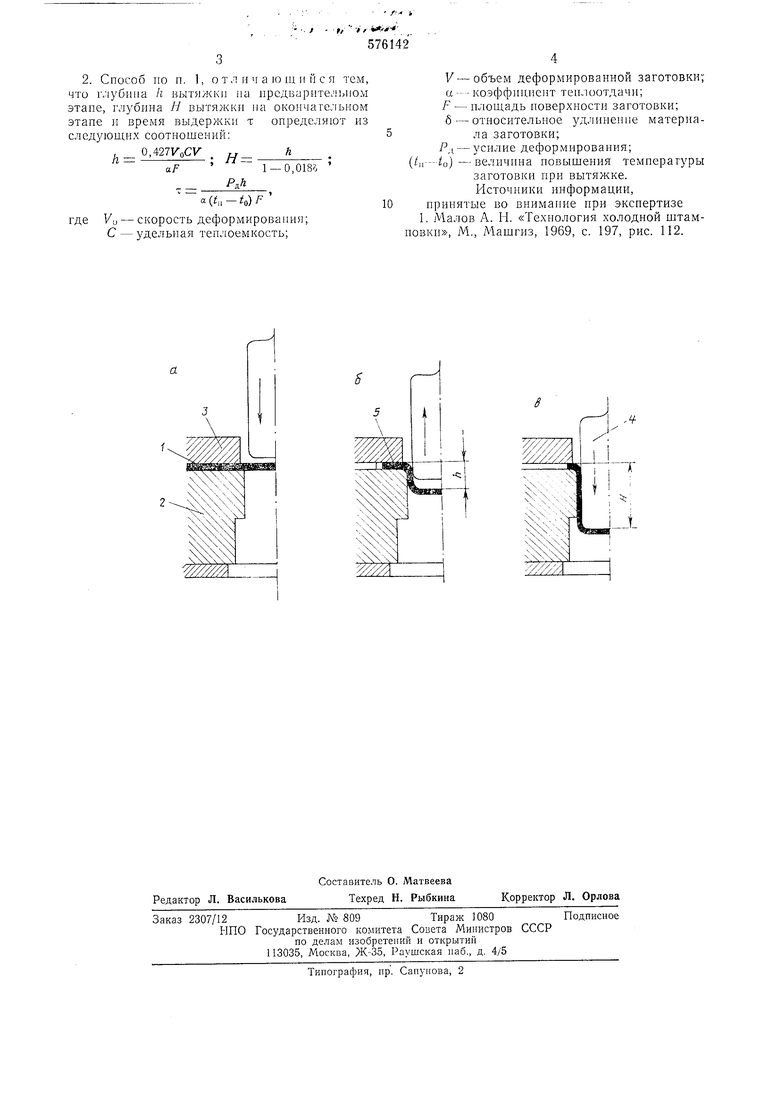
На чертеже показана последовательность изготовлення изделия по предлагаемому способу.
Способ осуществляют следующим образом. Плоскую заготовку 1 укладывают на матрицу 2 и прижимают прижимом 3. Затем пуансоном 4 производят предварительное деформирование на глубину /7. После этого с заготовки 5 снимают нагрузку и обеснечнвают времен нзЮ выдержку т. Затем пуансоном 4 производят окончательное деформнрованне на глубину Н.
Формула изобретения
1. Способ глубокой вытяжки полых изделий из плоской заготовки путем воздействия деформирующего усилия на центральную часть заготовки, о т л и ч а ю 1ц н и с я тем, что, с целью увеличения глубины и уменьщения усилия вытяжки, ее осуи;ествляют в два этапа так, что на первом, предварительном этапе, вытяжки производят частичиое деформирование централь юй части заготовки, а на окончательном этане заготовку деформир}ют nOviностью, ири этом между этапами обеспечивают временную выдержку.
2. Способ по п. 1, от л и ч а ю щ и и с я тем, что глубина /г вытяжки на предварительном этапе, глубина // вытя: ккн на окончате;1ьном
этапе и время выдержки
т определяют из следующпх соотношений:
а() - скорость деформирования;
где С - удельная теплоемкость;
576142
V - объем деформированной заготовки; U - - коэффицпепт тен.юотдачи; F - плош,адь поверхности заготовки; б - относительное удлинение материала заготовки;
- усилие деформирования; ()-величина повышения темперагуры заготовки при вытяжке. Источники информации, принятые во внимание при экспертизе I. Малов А. Н. «Технология холодной штамповки, М., Машгиз, 1969, с. 197, рис. 112.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий | 1984 |
|
SU1278067A1 |
| Способ вытяжки изделий с фланцем из листовой заготовки | 1987 |
|
SU1407621A1 |
| Способ штамповки днищ | 1990 |
|
SU1804933A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
| Пуансон первого перехода для двухпереходной вытяжки тонких оболочек вращения с криволинейной поверхностью | 2019 |
|
RU2697307C1 |
| Способ горячей штамповки изделий из алюминиевых сплавов | 1990 |
|
SU1801701A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБКАТЫВАНИЕМ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2085321C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ДЕКОРАТИВНОГО КОРПУСА ИЗДЕЛИЯ | 2014 |
|
RU2594768C2 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2315117C2 |
Л
LJ
