Изобретение относится к производству листового полированного стекла в виде непрерывной ленты.
Известно устройство, предусматривающее полировку обеих поверхностей ленты стекла полировальником в виде диска, включающее нагреватели и холодильник, предотвращаниций прилипание деталей полировальника к ленте.Полировальник оказывает на стекло механическое воздействие и разлаживает ленту стекла 1 .
Однако такое устройство не обеспечивает получение качественного, стекла. Это является следствием механического воздействия полировальника на стекло, разлаживание стекла.
Наиболее близким к изобретению . по технической сущности и достигаемому результату является устройство, включающее ванну с расплавом олова, газовоздушную подушку, рольганг для транспортировки ленты стекла в процессе отжига 2 .
Недостатком известного устройства я.вляется то, что оно оснащено ванной с расплавом металла для огневой полировки стекла, которая является дорогостоящим сооружением, требущим
значительного количества дефицитного олова, защитной водородсодержащей атмосферы и т.д.
Цель изобретения - удешевление продукции. .
Поставленная цель достигается тем, что в устройстве для производства листового полированного отекла, содержащем формующий элемент, ванну
10 с опорой для листа, механизмы огневой полировки верхней и нижней поверхности и холодильники, механизм огневой полировки верхней поверхности расположен перед ванной, опора вы15полнена в виде валков и с прорезью под углом к продольной оси и в ней установлен механизм для огневой полировки нижней поверхности стекла, а над прорезью размещен холо.цильник
20 для верхней поверхности стекла.
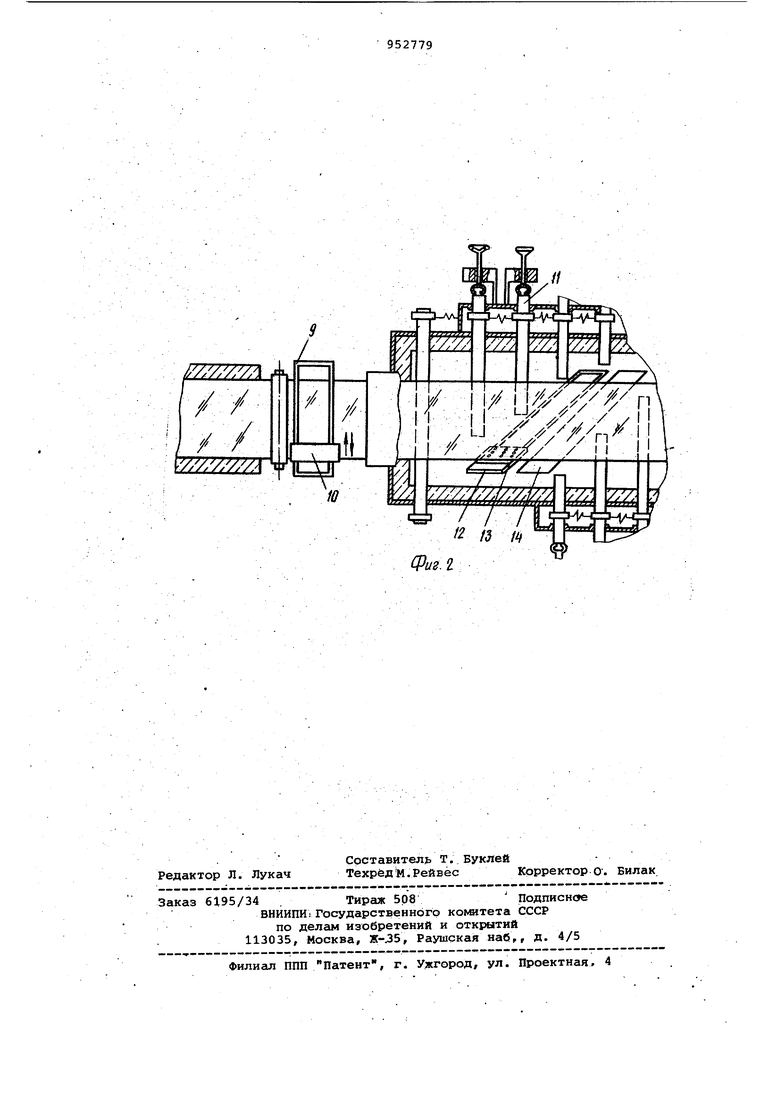
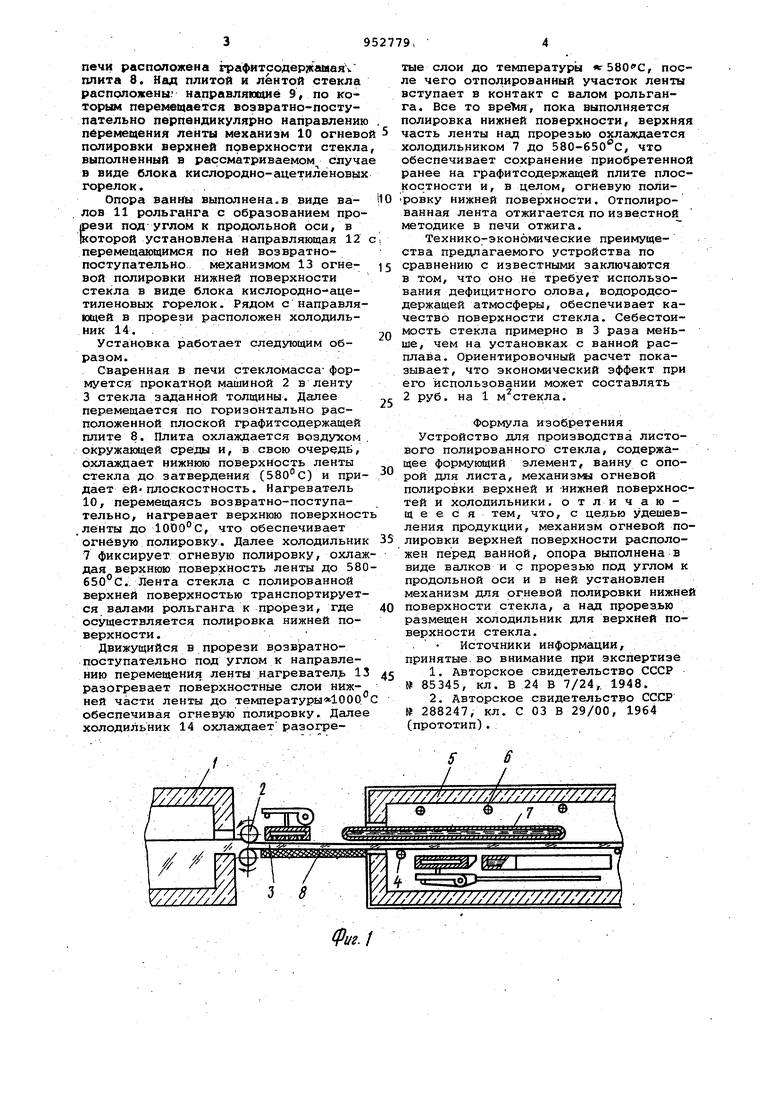
На фиг. 1 представлен вариант установки для осуществления способа, продольный разрез; на . 2 - то же, вид сверху.
25
Устройство включает стекловаренную печь1, прокатную машину 2,формующую ленту 3 стекла, рольганг 4 для транспортировки ленты, печь 5 отжига, оснащенную нагревателями 6
30 и холодильником 7. В головной части печи расположена графитсодерг1(аиая плита 8. Над плитой и лентой стекла расположены: направляющие 9, по которым перемещается возвратно-поступательно перпендикулярно направлению перемещения ленты механизм 10 огнево полировки верхней поверхности стекл выполненный в рассматриваемом случа в виде блока кислородно-ацетиленовых горелок. . Опора ванны выполнена.в виде валов 11 рольганга с образованием прорези под углом к продольной оси, в Которой установлена направляющая 12 перемещающимся по ней возвратнопоступательно ме.ханизмом 13 огневой полировки нижней поверхности стекла в виде блока кислородно-ацетиленовых горелок. Рядом с направляющей в прорези расположен холодильник 14. Установка работает следующим образом. Сваренная в печи стекломассаформуется прокатной машиной 2 в ленту 3 стекла заданной толщины. Далее перемещается по горизонтально расположенной плоской графитсодержащей плите 8. Плита охлаждается воздухом окружающей среды и, в свою очередь, охлаждает нижнюю поверхность ленты стекла до затвердения (580°С) и придает ей- плоскостность. Нагреватель 10, перемещаясь возвратно-поступательно, нагревает верхнюю поверхност .ленты до 1000°С, что обеспечивает огневую полировку. Далее холодильник 7 фиксирует огневую полировку, охлаж дая верхнюю поверхность ленты до 580 .. Лента стекла с полированной верхней поверхностью транспортируется валами рольганга к прорези, где осуществляется полировка нижней поверхности . Движущийся в прорези возвратнопоступательно под углом к направлению перемещения ленты нагреватель 13 разогревает поверхностные слои нижней части ленты до температуры«1000. обеспечивая огневую полировку. Далее холодильник 14 охлаждает разогреу
Фиг.1
I / тые слои до температуры г580«С, после чего отполированный участок ленты вступает в контакт с валом рольганга. Все то вреТля, пока выполняется полировка нижней поверхности, верхняя часть ленты над прорезью охлаждается холодильником 7 до 580-650с, что обеспечивает сохранение приобретенной ранее на графитсодержащей плите плоскостности и, в целом, огневую полировку нижней поверхности. Отполированная лента отжигается по известной методике в печи отжига. Технико-экономические преимущества предлагаемого устройства по сравнению с известными заключаются в Том, что оно не требует использования дефицитного олова, водородсодержащей атмосферы, обеспечивает качество поверхности стекла. Себестоимость стекла примерно в 3 раза меньше, чем на установках с ванной расплава. Ориентировочный расчет показывает, что экономический эффект при его использовании может составлять 2 руб. на 1 м стекла. Формула изобретения Устройство для производства листового полированного стекла, содержащее формующий элемент, ванну с опорой для листа, механизмы огневой полировки верхней и -нижней поверхностей и холодильники, о т ли ч а ю щ е е с я тем, что, с целью удешевления продукции, механизм огневой полировки верхней поверхности расположен перед ванной, опора выполнена в виде валков и с прорезью под углом к продольной оси и в ней установлен механизм для огневой полировки нижней поверхности стекла, а над прорезью размещен холодильник для верхней поверхности стекла. . Источники информации, принятые, во внимание при экспертизе 1.Авторское свидетельство СССР 85345, кл. В 24 В 7/24 1948. 2.Авторское свидетельство СССР № 288247, кл. С 03 В 29/00, 1964 (прототип). V/////////////,f///////////////. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства полированного листового стекла | 1981 |
|
SU952778A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2339590C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2007 |
|
RU2338701C1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2012 |
|
RU2499772C1 |
| СПОСОБ ФОРМОВАНИЯ ПОЛИРОВАННОГО СТЕКЛА НА НЕСВОБОДНОЙ ЖИДКОПЛЕНОЧНОЙ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 1993 |
|
RU2123981C1 |
| СПОСОБ НЕПРЕРЫВНОГО УПРОЧНЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1992 |
|
RU2073658C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УПРОЧНЕНИЯ НИЖНЕЙ ПОВЕРХНОСТИ ДВИЖУЩЕЙСЯ ЛЕНТЫ ФЛОАТ-СТЕКЛА | 2005 |
|
RU2299184C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК В УСЛОВИЯХ НЕВЕСОМОСТИ И НА КОСМИЧЕСКИХ ТЕЛАХ С МАЛОЙ СИЛОЙ ТЯЖЕСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2421382C1 |
| СПОСОБ ПОЛУЧЕНИЯ И УСТРОЙСТВО СОЛНЦЕЗАЩИТНОГО ПОЛИРОВАННОГО ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2425808C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1969 |
|
SU247473A1 |