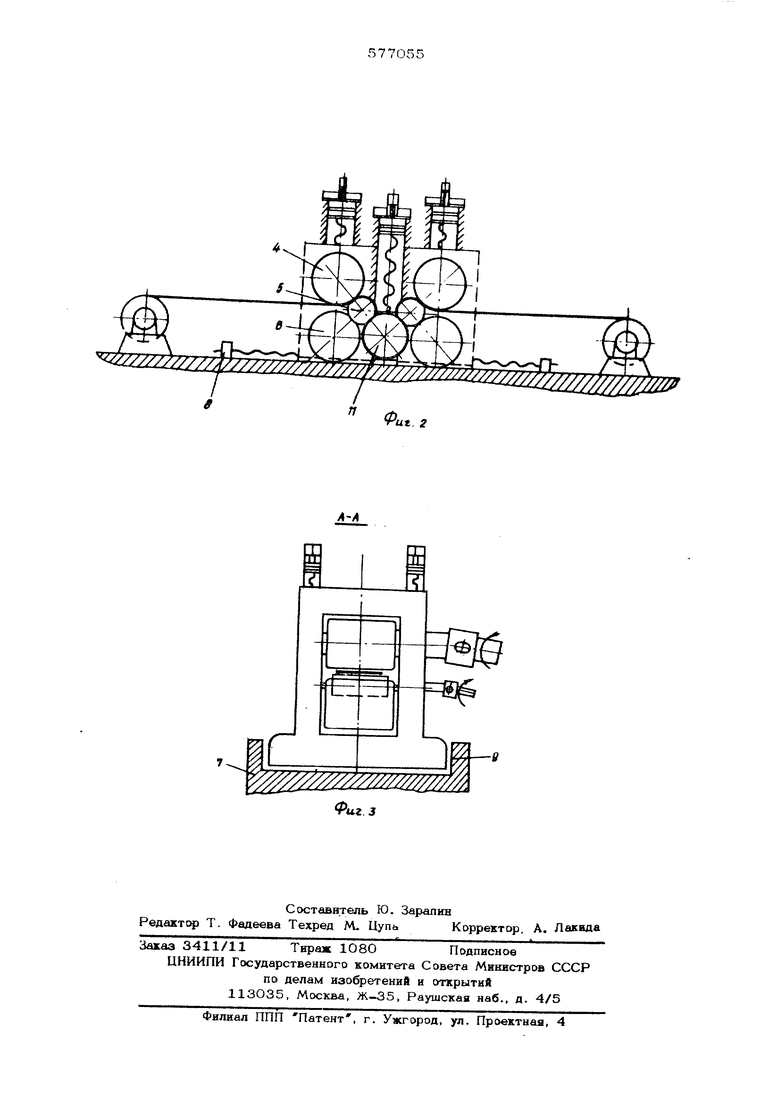
Иэо етение отаосвтсз к прокатному производству, в частности к прокатке тон ксго листа, полос в фольги. Известен стан дна холодной непрерывной прокатки полосы, прешдушестаенно по способу прокатка - вовочеыие, вкшочакмцнй прокатные рабочие клети и моталкй, установленные до в после Елетей fl. Цель изобретенна - упростить заправку полосы. Для этого рабочие клети установлены возможностью горизонтального перемещения в направл5пощих станины вдоль оси прокатки и снабжены приводом перемещения, а мелиу клетями в вертикальных направляющих установлен дополнительный промежуточный валок, снабженный приводом вертикального перемещения, причем плоскости осей рабочих валков наклонены к вертикали. Кроме того, каждая из рабочих кле тей снабжена опорным валком, ось которог расположена вне плоскости осей рабочих валков. На фиг. 1 показан предложенный стан в момент заправки ленты, обхгшй вид; на фиг, 2 то же, в процессе прокатки; на фиг. 3 дан поперечный разрез А-А на фиг. 1. Стан для холоднбй прокатки полос включает барабаны-моталки 1 и 2, рабочие клети 3, включающие по два рабочих приводных валка 4 и 5 и по крайней мере по од- аому опорному валку 6. Все оборудование стака установлено на ойцей станине 7. Рабочие клети 3 снабжены приводом 8 горизонтального перемещения в направляющих 0 станины 7 вдоль оси прокатки. Между рабочими клетямц 3 в наяравлявшшх Ю ста1ШНЫ 7 установлен промежуточный валок 11, кинематически связанный с приводом 12 вертикального перемещения. Приводы 8 ь 12 могут быть выполнены, например, в виде кинематических пар винт-гайка или рвечных зацеплений. Работает стан следукмцим образом. В моталку 1(устанавливают рулон полосовой заготовки. Конец полосы пропускают череа рабочие валки 4 и 5 клетей 3 и задают в барабан-моталку 2. При этом рабочие
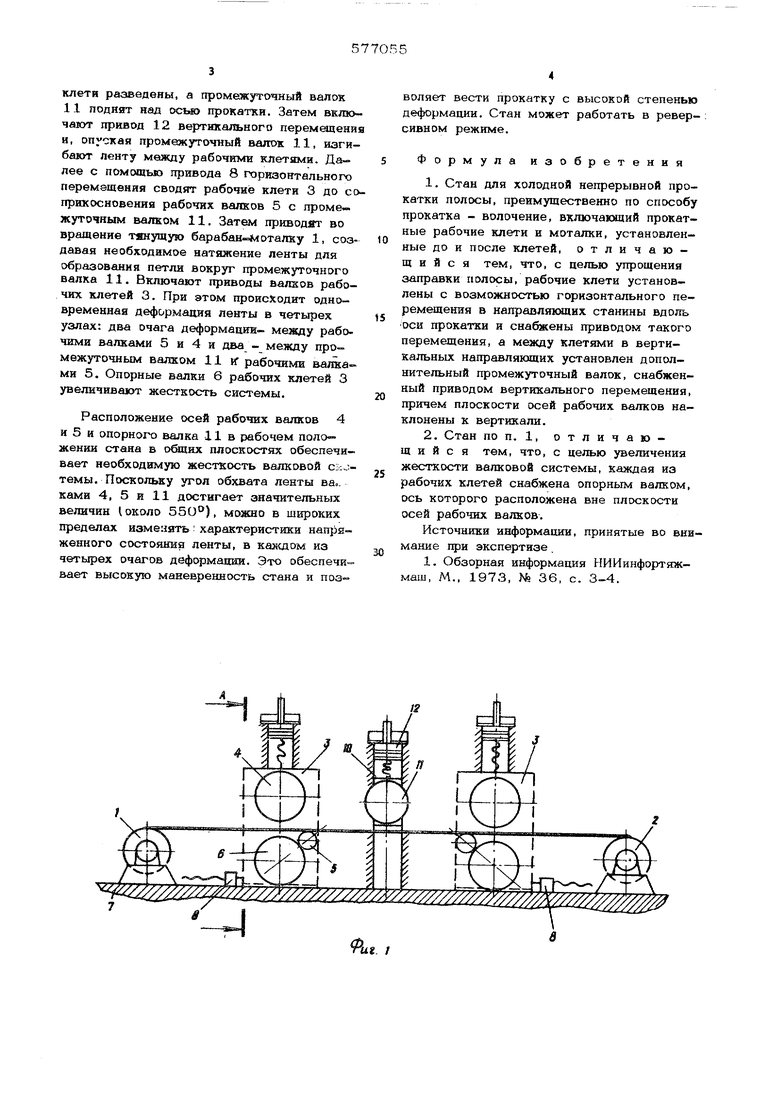
клети разведены, а промежуточный валок 11 поднят над осью прокатки. Затем вклк чают привод 12 вертикального перемацени и, опуская промежуточный валок 11, изгибают ленту между рабочими клетями. Далее с помощью привода 8 горизовгтального перемещения сводят рабочие клети 3 до соприкосновения рабочих валков 5 с проме. жуточным валком 11. Затем привод5гг во вращение тянущую барабан-4 1оталку 1, создавая необходимое натяжение ленты для образования петли вокруг промежуточного валка 11. Включают приводы валков рабочих клетей 3. При этом происходит одновременная деформация ленты в четырех узлах: два очага деформации- между рабочими валками 5 и 4 и два - между промежуточным валком 11 ff рабочими вагёами 5. Опорные валки 6 рабочих клетей 3 увеличивают жесткость системы.
Расположение осей рабочих валков 4
и 5 и опорного валка 11 в рабочем положении стана в ойдих плоскостях обеспечивает необходимую жесткость валковой ckoтемы. Поскольку угол обхвата ленты ва,. ками 4, 5 и 11 достигает значительных величин I около 55О°), можно в широких пределах изменять : характеристики напряженного состояния ленты, в каждом из четырех очагов деформации. Это обеспечивает высокую маневренность стана и поз-
воляет вести прокатку с высокой степенью деформации. Стан может работать в реверсивном режиме.
Формула изобретения
1.Стан для холодной непрерывной прокатки полосы, преимущественно по способу прокатка - волочение, включающий прокатные рабочие клети и моталки, установленные до и после клетей, отличающийся тем, что, с целью упрощения заправки полосы, рабочие клети установлены с возможностью горизонтального перемещения в направляюдих станины вдоль оси прокатки и снабжены приводом такого перемещения, а между клетями в вертикальных направляющих установлен дополнительный промежуточный валок, снабженный приводом вертикального перемещения, причем плоскости осей рабочих валков наклонены к вертикали.
2.Стан по п. 1, отличающийся тем, что, с целью увеличения жесткости валковой системы, каждая из рабочих клетей снабжена опорньп валком, ось которого расположена вне плоскости осей рабочих валков.
Источники информации, принятые во внимание при экспертизе,
1. Обзорная информация НИИинфортяжмаш, М., 1973, № 36, с. 3-4.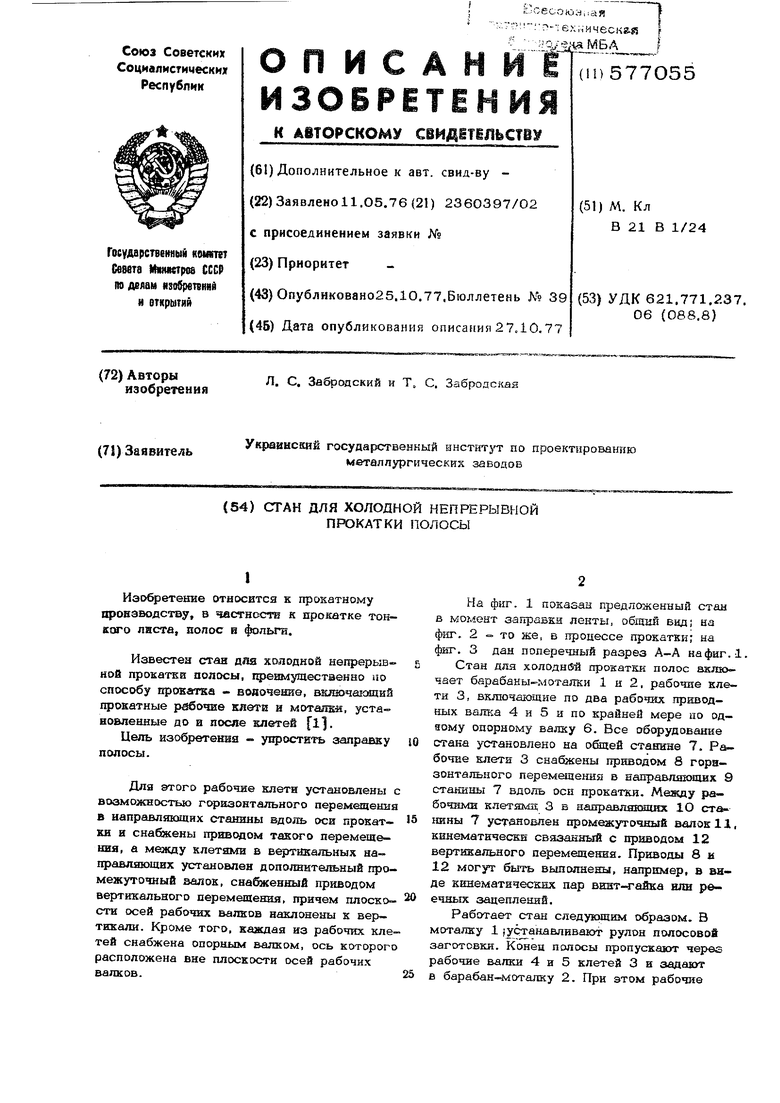
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ЛЕНТЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ И ПОЛОС | 1993 |
|
RU2048215C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2351414C1 |
| Прокатный стан | 1983 |
|
SU1091956A1 |
| ПРОКАТНЫЙ СТАН | 1992 |
|
RU2063274C1 |
| Устройство для обхвата полосой валка прокатной клети | 1983 |
|
SU1098599A1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| Рабочая клеть прокатного стана | 1991 |
|
SU1834726A3 |
| Способ неприрывной прокатки и стандля ЕгО ОСущЕСТВлЕНия | 1976 |
|
SU687668A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2348473C2 |
иг 3 Фиг.
