1
Изобретение относится к литейному производству, а именно к конструкциям кокильной оснастки.
Известно автоматическое устройство для нанесения покрытий на стенки кокиля l .
В автоматическом устройстве полуформы кокиля покрываются облицовкой или краской при помощи пульверизаторов, расположенных под углом к горизонту на трубке. Трубки опускаются и поднимаются пневматическим цилиндром. Краска и облицовка поступают из резервуаров самотеком, сжатый воздух подается По специальным трубкамОсновной особенностью этого устроства является самостоятельный привод перемещения обдувочных и покрасочных сопел.
Известна кокильная оснастка для получения отливок станин электродвигателей , содержащая формообразующие части кокиля и полый г/.еталлический стержень с силовым приводом перемещения, имеющий нерабочую часть, отделенную от привода рабочей частью, трубопроводы подачи воздуха и краски и обдувочные и покрасочные сопла с органами управления 2 .
Однако такая кокильная оснастка не позволяет совмещать во времени операции обдувки, покраски и сборки кокиля.
Целью изобретения является повышение производительности оснастки за счет совмещения во времени операций обдувки, покраски и сборки кокиля.
Это достигается тем, что обдувочные и покрасочные сопла установлены на нерабочей части стержня, трубопроводы подачи воздуха и краски размещены внутри стержня, а шток привода перемещения стержня снабжен флажками- для взаимодействия с органами управления соплами.
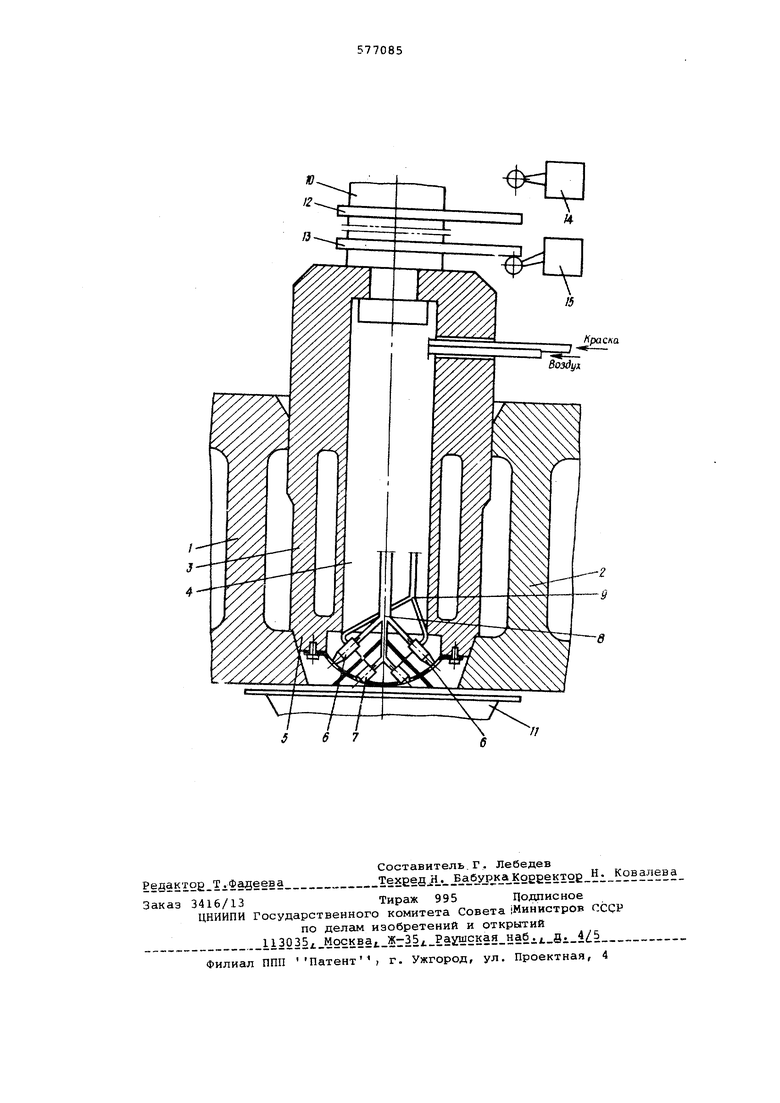
На чертеже показана предложенная оснастка, вертикальный разрез по полому металлическсялу стержню.
Кокильная оснастка состоит из формообразующих частей 1 и 2 кокиля, металлического стержня 3 с полостью и нерабочей частью 5, обдувочных 6 и покрасочных 7сопел, трубопроводов 8 подачи воздуха и трубопроводов 9 подачи краски к обдувочиым 6 и покрасочиым 7 соплам, силового привода 10 перемещения стержня, местного отсоса 11, Флажков 12 и 13 и конечных выключателей 14 и 15, являю цихся органами управления. Кокильная оснастка работает следующим образом. Начальное положение - формообраэующие части 1 и 2 кокиля сомкнуты, а металлический стержень 3 находится в верхнем положении вне формообразующих частей. Под действием привода 10 перемещения металлический стержень 3 опускается. В момент, хода нерабочая часть 5 1еталлического1 стержня оказывается в зоне формообразующих частей кокиля, флажок 12, установленный на приводе 10 перемещения стержня, взаимодействуя с конечным выключателем 14 подает команду на подачу воздуха и краски соответственно через трубопро воды 8 и 9, размещенные в полости 4 стержня 3, и включение местного отсо са 11 для одновременной обдувки и покраски формообразующих частей кокиля. В конце хода привода 10 перемеще ния стержня флажок 13, взаимодействуя с конечным выключателем 15, отключает подачу воздуха, краски и местный отсос. В собранную кокильную оснастку за ливается металл, после подной криста лизации последнего вьшодится металлический стержень 3, разводятся фор мообразующие части 1 и 2 кокиля и извлекается отливка. Конечной опера цией работы кокильной оснастки явля ется смыкание формообразующих частей кокиля. Описываемая кокильная оснастка позволит упростить конструкцию покра сочных устройств, снизить их вес на 80%, улучшить условия труда, повысить производительность литейного оборудования за счет снижения цикла получения отливки. Формула изобретения Кокильная оснастка, включающая формообразующие части кокиля, полый металлический стержень с силовым приводом перемещения, имеющий рабочую и нерабочую части, трубопроводы подачи воздуха и краски и обдувочные и покрасочные сопла с органами управления, отличающаяся тем, что, с целью повышения производительности оснастки за счет совмещения во времени операций обдувки, покраски, и сборки кокиля, обдувочные и покрасочные сопла установлены на нерабочей части стержня, трубопроводы подачи воздуха и краски размещены внутри стержня, а шток привода перемещений стержня снабжен флажками для азаимо-действия с органами управления соплами. Источники информации, принятые во внимание при экспертизе: 1.Справочное пособие Н, П. Дубинина и др. Кокильное литье. М., Машиностроение , 1967, с. 68. 2.Бейзер Г. Н. и др. Изготовление отливок сложной конфигурации из синтетического чугуна в кокилях на автоматических линиях. М., НИИМАИ, 1976, с. 51.
вросла
| название | год | авторы | номер документа |
|---|---|---|---|
| Кокильная оснастка | 1977 |
|
SU644596A1 |
| Кокиль | 1976 |
|
SU579095A1 |
| Кокиль | 1980 |
|
SU935209A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОДЕРЖАЩЕЙ ПОКРЫТИЕ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ С УЛУЧШЕННЫМ КАЧЕСТВОМ ПОВЕРХНОСТИ | 2009 |
|
RU2457275C2 |
| Устройство для очистки и окраски кокилей | 1976 |
|
SU593814A1 |
| Кокильная машина | 1982 |
|
SU1061923A1 |
| Способ и поточная автоматизированная линия ремонта корпусов и крышки стрелочного электропривода | 2024 |
|
RU2834092C1 |
| Металлическая форма | 1977 |
|
SU880619A1 |
| СПОСОБ МОДЕРНИЗАЦИИ ОБДУВОЧНОЙ СИСТЕМЫ РЕГЕНЕРАЦИОННОЙ ПЕЧИ, ОБДУВОЧНОЕ УСТРОЙСТВО РЕГЕНЕРАЦИОННОЙ ПЕЧИ И ОБДУВОЧНАЯ СИСТЕМА, СОДЕРЖАЩАЯ ОБДУВОЧНЫЕ УСТРОЙСТВА | 2007 |
|
RU2450232C2 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |