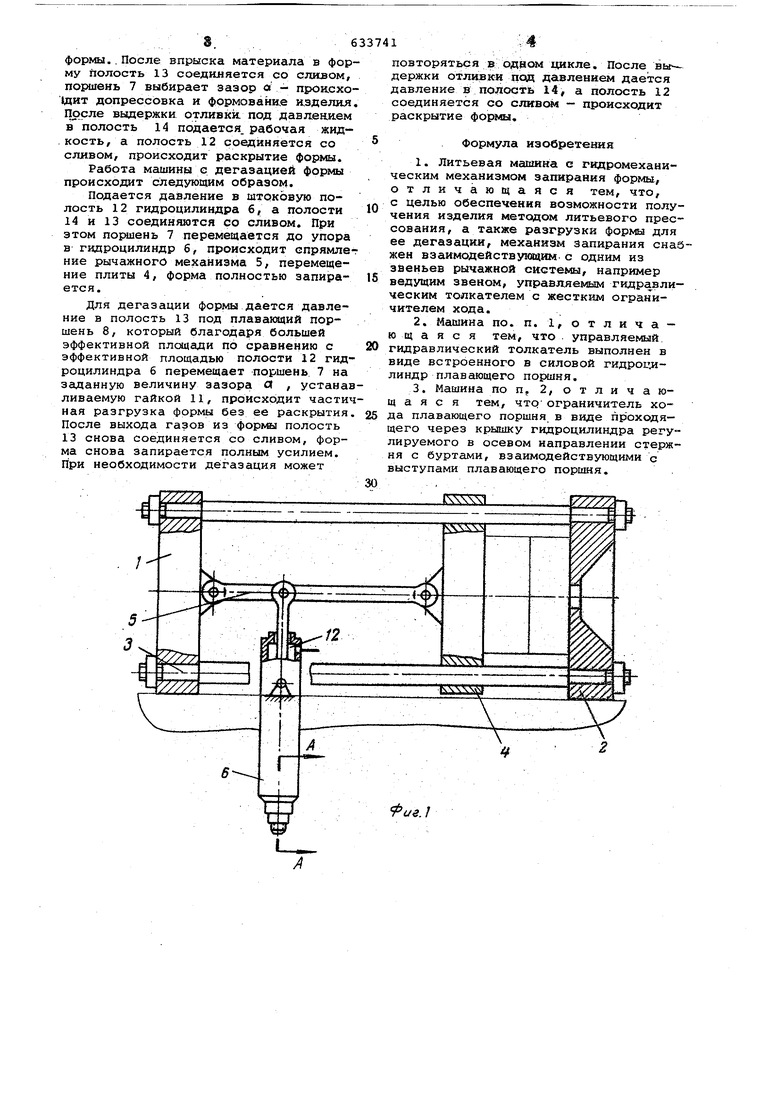
Изобретение относится к области пе реработки пластмасс методом литья под давлением и может быть использовано в машинах указанного назначения. Известны литьевые машины с гидромеханическим механизмом запирания фор мы. Однако они не обеспечивают получения изделий методом литьевого прессования, так как упомянутый механизм запирания не позволяет останавливать полуформу в заданном промежуточном положении с предотвращением ее раскры тия от усилия, возникающего при впрыс ке материала в форму. Известные машины не обеспечивают дегазацию формы путем частичной разгрузки ее в цикле машины при переработке материалов с большим содержанием летучих. Предлагаемая литьевая /машина от-, личается тем, что ее механизм запирания снабжен взаимодействующим с одним из звеньев рычажной системы, например ведущим звеном, управляемым гидравлическим толкателем с жестким ограничителем хода. Толкатель выполнен в виде встроенного в силовой гидроцилиндр плавающего поршня, а ограничитель хода плавающего поршня - в виде проходящего через крышку гидроцилиндра ре гулируемого в осевом направлении стержня с буртами, взаимодействующими с .. выступами плавающего поршня. На фиго 1 изображен механизм запи-i рания предлагаемой литьевой машины, продольный разрез; на фиг. 2 - гидроцилиндр в разрезе с толкателем в выдвинутом положении; на фиг. 3 - то же, с отведенным толкателем. Механизм запирания предлагаемой машины состоит из двух неподвижных плит 1 и 2, связанных колоннами 3, на которых расположена подвижная плита 4. Подвижная плита двигается коленорычажным механизмом 5 с приводом от гидроцилиндра 6 с поршнем 7. В заднем торце гидроцилиндра встроен плавающий поршень 8, который своими выступами соединен с головкой стержни 9, проходящего через крышку 10 гидроцилнндра, регулируемого в осевом направлении с помощью гайки 11. Работает машина по методу литьевого прессования следующим образом. Подается давление в полости 12 и 13, а полость 14 соединяется со сливом. Поршень перемещается до соприкосновения с выдвинутым на заданную величину плавающим поршнем 8, при этом происходит предварительное закрытие
формы..После впрыска материала в форму полость 13 соединяется со сливом, поршень 7 выбирает зазор а - проасхо1ДИТ допрессовка и формование кэделил. После выдержки отливки под давпеаи.ем в полость 14 подается рабочая жидкость, а полость 12 соединяется со сливом, происходит раскрытие формы.
Работа машины с дегазацией формы происходит следующим образом.
Подается дазвление в штоковую полость 12 гидроцилиидра б, а полости 14 и 13 соединяются со сливом. При этом поршень 7 перемещается до упора в гидроцилиндр б, происходит спрямлег кие рычажного механизма 5, перемещение плиты 4, форма полностью запирается.
Для дегазации формы дается давление в полость 13 под плавакяций поршень 8, который благодаря большей эффективной плоцади по сравнению с эффективной площадью полости 12 гидроцилиндра 6 перемещает поршень 7 на заданную величину зазора О , устанавливаемую гайкой 11, происходит частичная разгрузка формы без ее раскрытия. После выхода газов из форлш полость 13 снова соединяется со сливом, форма снова запирается полным усилием. При необходимости дегазация может
повторяться в одном цикле. После вы- держки отливки под давлением дается давление в полость 14, а полость 12 соединяется со сливснш - происходит раскрытие формы.
Формула изобретения
1.Литьевая машина с гидромеханическим механизмом запирания формы, отличающаяся тем, что,
с целью обеспечения возможности получения изделия методом литьевого прессования, а также разгрузки формы для ее дегазации, механизм запирания снабжен взаимодействунацим с одним из звеньев рычажной системы, например ведущим звеном, управляемым гидравлическим толкателем с жестким ограничителем хода.
2.Машина по. п. 1, отлича- ю щ а я с я тем, что . управляемый, гидравлический толкатель выполнен в виде встроенного в силовой гидроцилиндр плавающего поршня.
3.Машина по п. 2, отличающаяся тем, ЧТО ограничитель хода плавающего поршня в виде проходя- щего через крышку гидроцилиндра регулируемого в осевом направлении стержня с буртами, взаимодействующими с выступами плавающего поршня.
11
Ю
Фиг. 2
A
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ МАШИНА | 1970 |
|
SU272530A1 |
| Механизм запирания форм литьевой машины | 1972 |
|
SU513875A1 |
| Литьевая машина с двухступенчатым механизмом закрытия форм | 1969 |
|
SU299132A1 |
| ЛИТЬЕВАЯ МАШИНА | 1971 |
|
SU292822A1 |
| Механизм запирания форм литьевой машины для пластмасс | 1974 |
|
SU494275A1 |
| ВЫСОКОСКОРОСТНАЯ МАШИНА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1972 |
|
SU419288A1 |
| Литьевая машина | 1986 |
|
SU1361006A1 |
| РЕЗЕРВИРОВАННЫЙ СЛЕДЯЩИЙ ГИДРОМЕХАНИЧЕСКИЙ ПРИВОД | 2008 |
|
RU2370411C1 |
| ГИДРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО СМЫКАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2007 |
|
RU2353517C1 |
| Механизм запирания машины литья под давлением | 1980 |
|
SU1287975A1 |

