(54) УСТАНОВКА ДЛЯ ПРОПИТКИ И ЭЛЕКТРИЧЕСКИХ MftillHH
, -. .-., , .- --:.-;-т «ч
u u-;iLr i;;J
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для пропитки и сушки узлов электрических машин | 1972 |
|
SU515166A1 |
| Автомат для изготовления тарелок ножек электрических источников света | 1982 |
|
SU1070627A1 |
| Способ изготовления бесщеточных электродвигателей | 2024 |
|
RU2839741C1 |
| САМООЧИЩАЮЩИЙСЯ КРУТОНАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2005 |
|
RU2279393C1 |
| Установка для лакировки и сушки обмоток трансформаторов магнето | 1960 |
|
SU135026A1 |
| Автомат для изготовления тарелок ножек электрических источников света | 1975 |
|
SU675485A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ ОЧЕХЛЕНИЯ ИЗДЕЛИЙ ТЕРМОУСАЖИВАЕМОЙ ТРУБКОЙ | 1991 |
|
RU2026185C1 |
| Автоматическая роторная линия | 1988 |
|
SU1602697A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| Роторно-конвейерная машина | 1988 |
|
SU1574479A1 |
Изобретение относится к установкам для изготовления элементов электрических мгааин и может быть применено, например, в электротехнической прЬ{«килённости для пропитки и сушки роторов.
Изобретение является усовершенствованием известного устройства по авт.св. № .
В основном авт.св. 515166 описана устсшовка для пропитки и сушки узлов электрических машин в которой закрепленные на станине звездочки обеспечивают движение цепей конвейера, в которых закреплены изделия (роторы) . Изделия крепятся одним концом в патроне, расположенном внутри пальца конвейерной цепи. Для уравновешивания изгибающего момента, возникающего от веса изделия, на патроне закреплен противовес.
Однако конструкция патронов такой установки обеспечивает загрузку роторов в каждую ветвь только с одной стороны и для обеспечения равновесия цепей (особенно на горизонта № зом участке) требуются противовесы с противоположной стороны патронов. При такой конструкции понижается производительность печи. Кроме того, необходима дополнительная мощность Haip)eвательных элементов, так как за счет противовесов увеличивается масса нагреваемого металла.
Цель изобретения - повышенне проиводительности установки без увеличения длины и скорости дви teния цепей. Увеличивать скорость движения цепей для повьааения производительности нецелесообразно, так как при этом уменьшается время пропитки и сушки,
Повышение производительности установки достигается благодаря тому, что в патронах выполнены отверстия, расположенные симметрично по отношению к оси цепи. Это позволяет размещать изделия в патронах с двух сторон . Отпадает необходимость в противовесах, энергия нагревательных элементов идет на нагревание изделий.
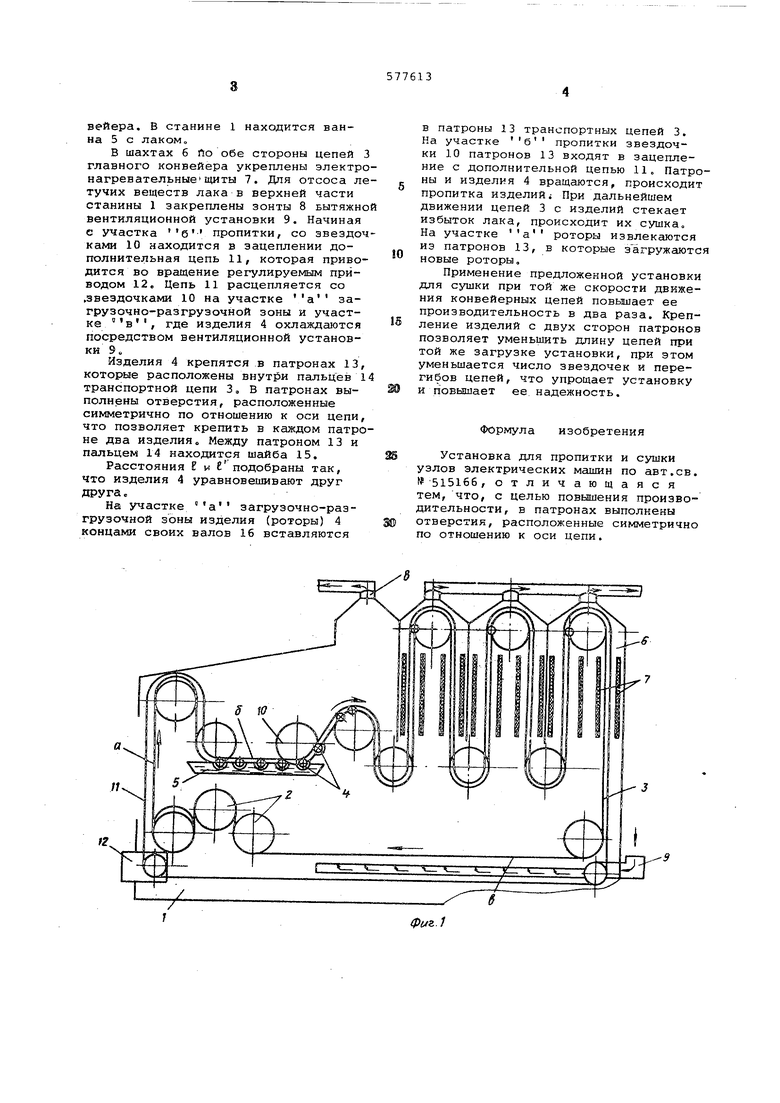
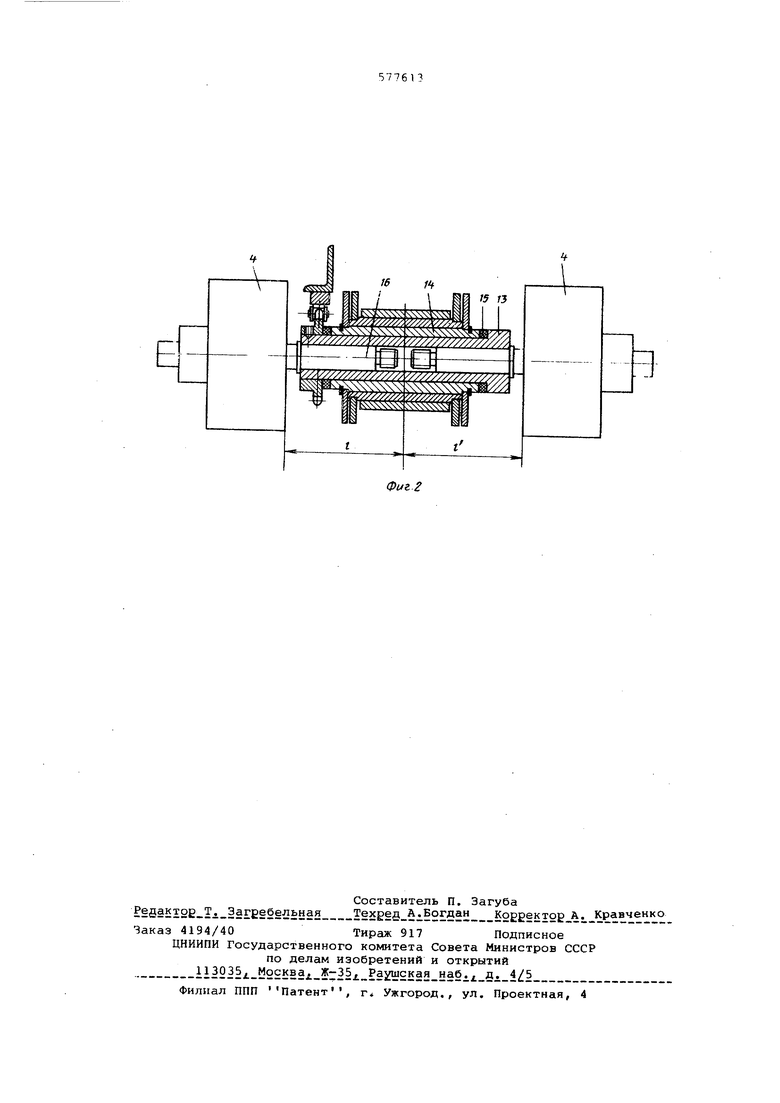
На фиг. 1 изображена схема установки для пропитки и сушки узлов электрических машин; на фиг. 2 - патрон, продольный разрез.
На станине 1 закреплены звездочки обеспечиваюидае движение цепей 3. В левой и правой цепях 3 конвейера закреплены изделия 4. Выгрузка и загрузка изделий происходит па вертиглавного конкальном участке
вейера. В станине 1 находится ванна 5 с лаком,
В шахтах 6 По обе стороны цепей 3 главного конвейера укреплены электронагревательные 1циты 7. Для отсоса летучих веществ лака в верхней части станины 1 закреплены зонты 8 вытяжной вентиляционной установки 9. Начиная с участка б пропитки, со звездочками 10 находится в зацеплении дополнительная цепь 11, которая приводится во вращение регулируемым приводом 12. Цепь 11 расцепляется со звездочками 10 на участке а загрузочно-разгрузочной зоны и участке в, где изделия 4 охлаждаются посредством вентиляционной установки 9 «
Изделия 4 крепятся в патронах 13,
которые расположены внутри пальцев 14 транспортной цепи 3, В патронах выполнены отверстия, расположенные симметрично по отношению к оси цепи, что позволяет крепить в каждом патроне два изделия. Между патроном 13 и пальцем 14 находится шайба 15.
Расстояния В и подобраны так, что изделия 4 уравновешивают друг друга.
На участке а загрузочно-разгрузочной зоны изделия (роторы) 4 концами своих валов 16 вставляются
в патроны 13 транспортных цепей 3. На участке б пропитки звездочки 10 патронов 13 входят в зацепление с дополнительной цепью 11. Патроны и изделия 4 вращаются, происходит пропитка изделий; При дальнейшем движении цепей 3 с изделий стекает избыток лака, происходит их сушка. На участке а роторы извлекаются из патронов 13, в которые загружаютс новые роторы.
Применение предложенной установки для сушки при той же скорости движения конвейерных цепей повышает ее производительность в два раза. Крепление изделий с двух сторон патронов позволяет уменьшить длину цепей при той же загрузке установки, при этом уменьшается число звездочек и перегибов цепей, что упрощает установку и повышает ее надежность.
Формула изобретения
Установка для пропитки и сушки узлов электрических машин по авт.св. f 515166, отличающаяся тем, что, с целью повышения производительности, в патронах выполнены отверстия, расположенные симметрично по отношению к оси цепи.
