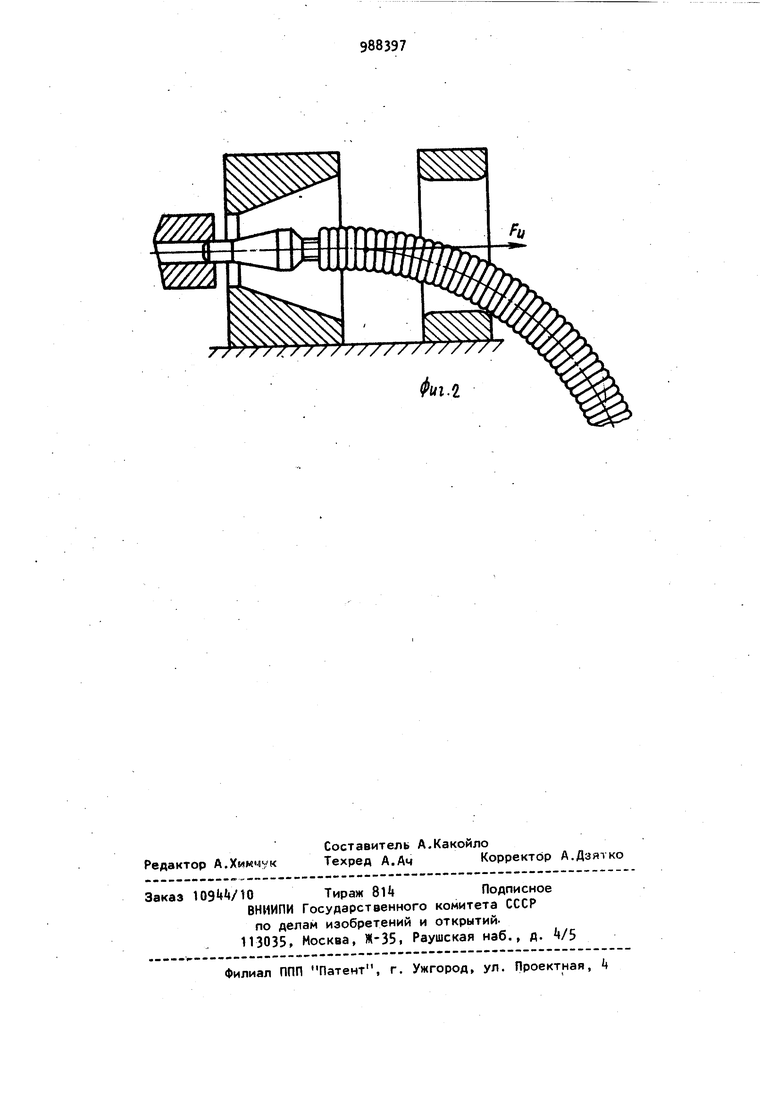
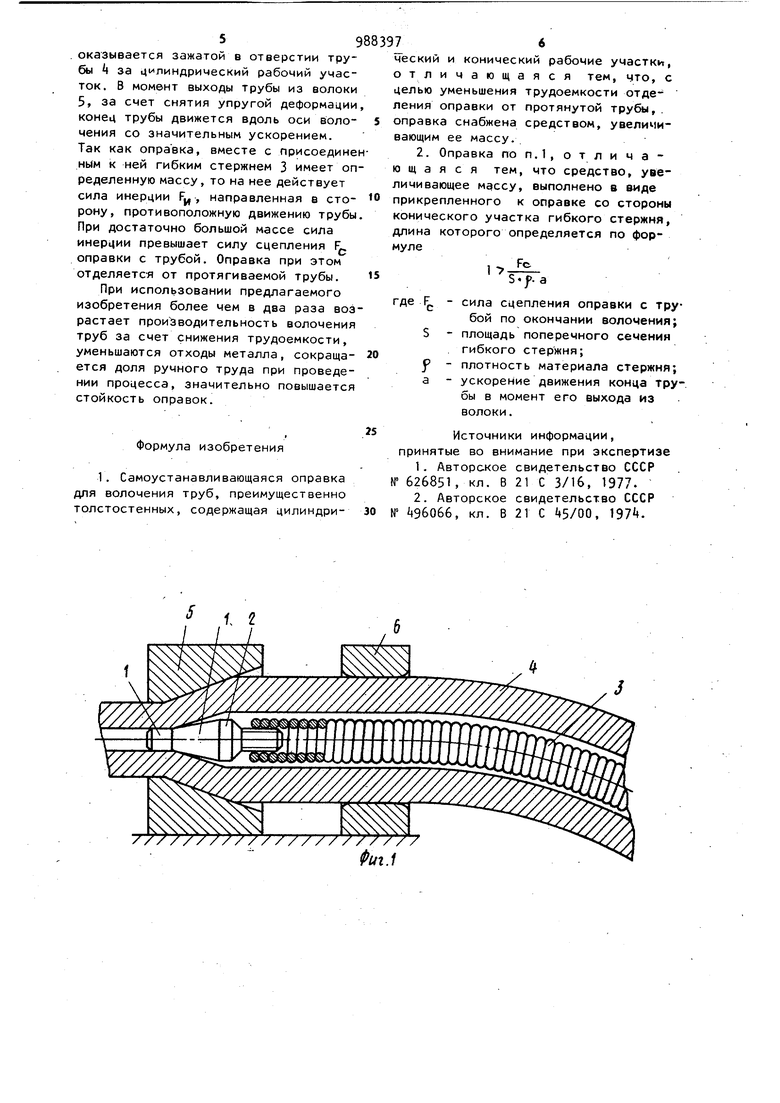
Изобретение относится к производс ву холоднодеформированных труб и может быть использовано при волочении толстостенных труб на самоустанавливающейся оправке бухтовым способом. Известна оправка, содержащая корпус и хвос овик, выполненный в виде стержня, который снабжен подпружи.ненными выступами, выходящими за поперечный габарит оправки, и связанными с хвостовиком через шарнир, пер пендикулярный оси оправки 1 Недостатком этой оправки является сложность ее конструкции, реалъное воплощение которой для волочения тол стостенных труб малого диаметра пред ставляется затруднительным ввиду незначительных эазмеров ее отдельных элементов. Известен способ волочения труб, при котором, с целью свободного отделения оправки от протянутой трубы, .на заднем конце заготовки наносят сквозные надрезы, длиной не меньшей длины цилиндрической части оправкиГ21 Однако использование известного способа увеличивает трудоемкость изготовления труб и требует применения специального оборудования. Цель изобретения - уменьшение трудоемкости отделения оправки от про- тянутой трубы. Поставленная цель достигается тем, что самоустанавливающаяся оправка для волочения труб, преимущественно толстостенных, содержащая цилиндрический и конический рабочие участки, снабжена устройством, увеличивающим ее массу. При этом, устройство, увеличивают щее массу,, выполнено в виде прикрепленного к оправке со стороны коничес- кого участка гибкого стержня, длина которого определяется по формуле 398 сила.сцепления оправки с тр бой по окончании волочения; площадь поперечного сечения гибкого стержня;, плотность материала стержня ускорение движения конца трубы в момент его выхода из волоки. В предлагаемом изобретении для достижения указанной цели используются динамические явления, которые имеют место при волочении труб. Сущность этих явлений заключается в сле дующем. Труба, протягиваемая через волоку, испытывает упругую деформацию, т.е. под действием силы волочения она упруго растягивается. В тот момент времени, когда волочение зака чивается, сила волочения, растягиваю щая трубу, исчезает. При этом снимается упругая деформация растяжения трубы. Процесс снятия упругой деформации следующий. Трубу при этом рассматривают как стержень, один конец которо го жестко защемлен плашками тянущего устройства. К другому концу, условно свободному, приложена растягивающая сила (сила волочения), которая в момент окончания волочения внезапно исчезает. При исчезновении растягива ющей силы (начальный момент) свободный конец трубы начинает двигаться вдоль оси. Так как упругая деформаци трубы исчезает практически мгновенно, ускорение движения свободного конца трубы достигает значительной величины. Если волочение производится на самоустанавливающейся оправке, то оправка в «онечной стадии волочения оказывается зажатой в отверстии трубы за калибрующую часть. По окончаНИИ волочения конец трубы с зажатой оправкой движется вдоль оси с ускорением и на оправку действует сила инерции, которая направлена в сторону, противоположную движению. Эта сила стремится отделить оправку (ет трубы. Величина силы инерции определяется по формуле где m - масса оправки; а - ускорение движения конца тру бы в момент выхода из волоки Для отделения оправки от трубы не обходимо, чтобы сила инерции, действующая на оправку, превышала силу сцепления между оправкой и трубой. F,. 7 FX. с сила сцепления между оправкой и трубой; Гц-сила инерции. Таким образом, для отделения оправки от трубы в конечный момент волочения достаточно снабдить оправку средствами, увеличивающими ее массу. Масса оправки при этом должна быть такой, чтобы сила инерции превышала бы силу сцепления между оправкой и трубой. В этом случае по окончании процесса волочения оправка отделяется от трубы. На фиг.1 представлена схема волочения толстостенной трубы на самоустанавливающейся оправке, которая снабжена устройством, увеличивающим ее массу, выполненным в виде гибкого стержня; на фиг.2 - схема аналогичного процесса в момент выхода трубы из волоки. Самоустанавливающаяся оправка имеет цилиндро-коническую рабочую часть 1 и хвостовик 2. Средство, увеличивающее массу оправки, выполнено в виде гибкого стержня 3. Этот стержень крапит.ся к оправке со стороны конического рабочего участка через хвостовик и имеет возможность изгибаться в соответствии с конфигурацией трубы 4, протягиваемой через волоку 5 и направляющую втулку 6. Для получения требуемой массы стержня, его длина определяется соотношениемгде F - сила сцепления между оправкой и трубой по окончании волочения; 3 - площадь поперечного сечения гибкого стержня; плотность материала стержня; ускорение движения конца трубы в момент выхода его из волоки. Работа устройства осуществляется следующим образом. При волочении оправка занимает в очаге деформации положение равновесия. Труба свободно перемещается относительно гибкого стержня, который, благодаря своим упругим свойствам, не препятствует процессу волочения. По окончании процесса (фиг.2) оправка оказывается зажатой в отверстии трубы i за цилиндрический рабочий участок, В момент выходы Трубы из волоки 5, за счет снятия упругой деформации конец трубы движется вдоль оси волочения со значительным ускорением. Так как оправка, вместе с присоединен HbfM к ней гибким стержнем 3 имеет определенную массу, то на нее действует сила инерции f, направленная а сторону, противоположную движению трубы При достаточно большой массе сила инерции превышает силу сцепления 1 оправки с трубой. Оправка при этом отделяется от протягиваемой трубы. При использовании предлагаемого изобретения более чем в два раза воз растает производительность волочения труб за счет снижения трудоемкости, уменьшаются отходы металла, сокращается доля ручного труда при проведении процесса, значительно повышается стойкость оправок.
Формула изобретения
1. Самоустанавливающаяся оправка для волочения труб, преимущественно толстостенных, содержащая цилиндри9
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР W 626851, кл. 8 21 С 3/16, 1977.
2.Авторское свидетельство СССР № 496066, кл. В 21 С iiS/OO, 197. ческий и конический рабочие участки, отличающаяся тем, что, с целью уменьшения трудоемкости отделения оправки от протянутой трубы, . оправка снабжена средством, увеличивающим ее массу.. 2. Оправка по п.1, о т л и ч а ю щ а я с я тем, что средство, увеличивающее массу, выполнено в виде прикрепленного к оправке со стороны конического участка гибкого стержня, длина которого определяется по формулесила сцепления оправки с трубой по окончании волочения; площадь поперечного сечения гибкого стержня; плотность материала стержня; ускорение движения конца трубы в момент его выхода из волоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бухтового волочения толстостенных топливопроводных труб с внутренним диаметром не более 3 мм | 1983 |
|
SU1183223A1 |
| Самоустанавливающаяся оправка для волочения труб | 1974 |
|
SU486831A1 |
| ОПРАВКА ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 2007 |
|
RU2341344C1 |
| Способ изготовления труб в форме усеченного конуса и устройство для осуществления способа | 2019 |
|
RU2709076C1 |
| Способ бухтового волочения труб | 1979 |
|
SU895571A1 |
| Способ и устройство для волочения труб, преимущественно сварных, на плавающей оправке | 2022 |
|
RU2801171C1 |
| Оправка для волочения труб | 1986 |
|
SU1424903A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ САМОУСТАНАВЛИВАЮЩЕЙСЯ ОПРАВКИ ПРИ ВОЛОЧЕНИИ ТРУБ | 1997 |
|
RU2121403C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ | 1971 |
|
SU301251A1 |
| Самоустанавливающаяся оправка для волочения труб | 1980 |
|
SU954135A1 |