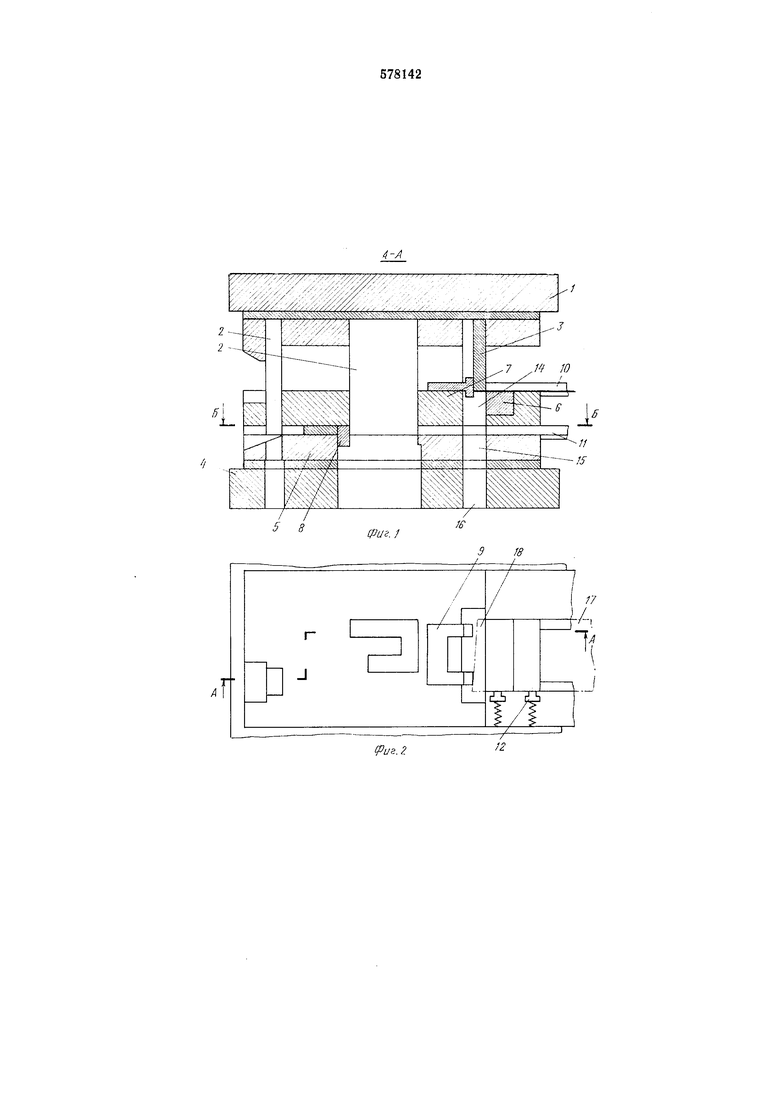
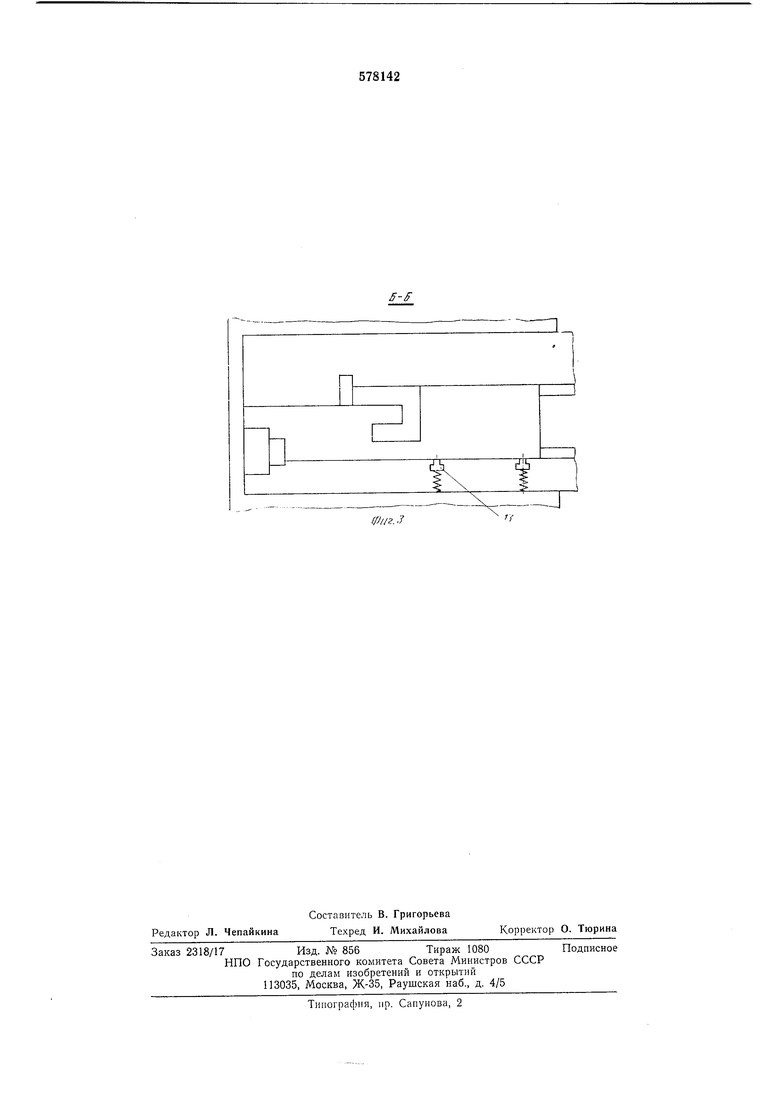
На фиг. 1 изображен штамп для изготовления деталей в продольном разрезе; на фиг. 2 - вид сверху на нижнюю часть штампа; на фиг. 3 - разрез по Б-Б на фиг. 1.
Штамп содержит верхнюю плиту 1, на которой крепится пуансон 2 и верхний нож 3, нижнюю плиту 4 с размеш,енными на ней матрицей 5, нижним ножом 6, съемником 7, упором 8, постоянным упором 9. Для направления полосы при отрезке ее переднего неровного конпа имеются направляюш,ие планки 10, а для направления полосы при вырубке детали - направляюпхие планки И.
Для предохранения полосы от смещения при отрезке переднего конца и вырубке детали предусмотрены прнжимы 12 и 13. Нижний нож 6 и постоянный П-образный упор 9 жестко закреплены в съемнике, а верхний иож 3 закреплен на верхней плите, причем его длина меньше, чем длина пуансона на величину, равную сумме толщины съемника и направляющих планок (расстояния между рабочей новерхностью съемника и матрицей). В результате этого зона отрезки переднего неровного конца полосы смен1,ена по высоте на величину высоты съемника 7 и направляющих плапок П.
В матрице 5, съемнике 7 и нижней плите 4 выполнены расположенные одно под другим и верхним ножом 3 провальные отверстия 14-16.
Штамп работает следующим образом.
Полоса 17 подается до постоянного упора 9, и концевой отход 18, отрезаемый ножами при ходе ползуна пресса вннз, проваливается в отверстие. Затем полоса вынимается из направляющнх 10 и подается по направляющим
11 до упора 8, происходит вырубка детали, и деталь проваливается также в отверстие.
Формула изобретения
1.Штамп для изготовления деталей из полосы с отрезкой ее нереднего конца, содержащий по меньщей мере один пуансон и одну
матрицу, в частности вырубные, закрепленные соответственно в верхней и нижней плитах штампа, а также упор для переднего конца полосы и съемник полосы с пуансона, о тличающийся тем, что, с целью образования при отрезке кромки требуемой конфигурации, пе зависящей от конфигурации вырубаемых деталей, он снабжен парой взаимодействующих ножей, расноложенных перед пуансоном со стороны нодачи полосы, один из
них закреплен на верхней плите, а другой - в съемнике со стороны его нерабочей поверхности.
2.Штамп по п. 1, отличающийся тем, что в съемнике, матрице и иижней плите выполнены отверстия, расположенные одно под другим и под ножом, закрепленным на верхней плите, и образующне провальное отверстие для удаления переднего конца полосы.
3.Штамп по п. 1, отличающийся тем, что упор для переднего конца полосы выполнен постоянным и имеет П-образную форму.
4.Штамп по п. 1, отличающийся тем, что нож, закрепленный в верхней плите, выполнен короче пуансона на величину, равную
сумме толщины съемника и расстояния между рабочей поверхностью съемника и матрнцей.
.7 J4 Ю X/
1Б
-// К
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп последовательного действия | 1988 |
|
SU1581423A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп для обработки полосового материала | 1989 |
|
SU1632569A1 |
| Штамп для вырубки деталей из поло-СОВОгО МАТЕРиАлА | 1979 |
|
SU829263A1 |
| Штамп для безотходной резки полосы | 1985 |
|
SU1291245A1 |
| Последовательный штамп для изготовления деталей с отогнутыми элементами | 1986 |
|
SU1344466A1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
.Г
/ №
Фиг.
/7
-/-, If
