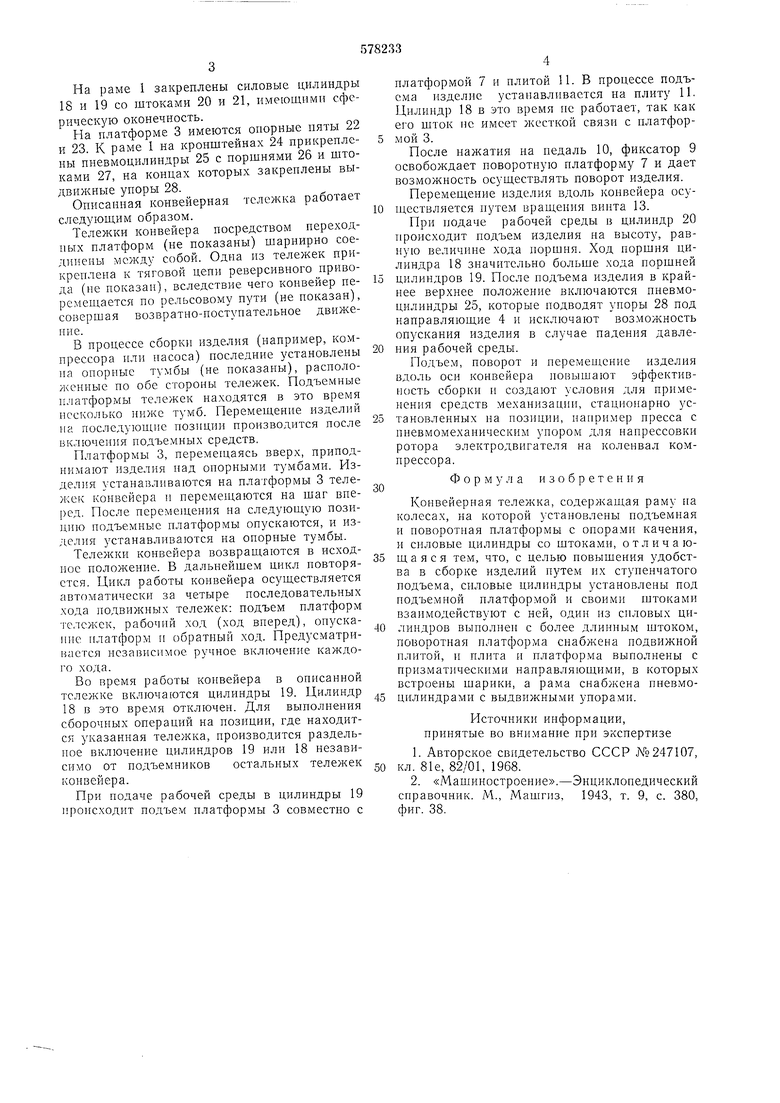
На раме 1 закреплены силовые цилиндры 18 и 19 со штоками 20 и 21, имеющими сферическую оконечность.
На платформе 3 имеются опориые пяты 22 и 23. К раме 1 на кронштейнах 24 прикреплены пневмоцилиндры 25 с поршнями 26 и штоками 27, на концах которых закреплены выдвижные упоры 28.
Описанная конвейерная тележка работает следуюихим образом.
Тележки конвейера посредством переходных платформ (не показаны) шарнирно соединены между собой. Одна из тележек прикреплена к тяговой цепи реверсивного привода (не показан), вследствие чего конвейер перемещается по рельсовому пути (не показан), совершая возвратно-поступательное движение.
В процессе сборки изделия (например, компрессора или пасоса) иоследпие установлены на опорные тумбы (не показаны), расположенные но обе стороны тележек. Нодъемные платформы тележек находятся в это время несколько ниже тумб. Перемещение изделий на последующие позиции производится после включения подъемных средств.
Нлатформы 3, перемещаясь вверх, приподнимают изделия над онорпыми тумбамп. Изделия устанавливаются на платформы 3 тележек конвейера и неремеп;аются на шаг вперед. Носле перемещения на следующую позицию подъемные платформы опуекаются, п изделия устанавливаются на оиорные тумбы.
Тележки конвейера возвращаются в исходное иоложение. В дальнейшем цикл повторяется. Цикл работы конвейера осуществляется автоматически за четыре последовательных хода подвижных тележек: подъем платформ тележек, рабочий ход (ход вперед), опускание платформ п обратный ход. Предусматривается независимое ручное включение каждого хода.
Во время работы конвейера в онпсанной тележке включаются цилиндры 19. Цилиндр 18 в это время отключен. Для выполнения сборочных операций на иозпции, где находится указанная тележка, производится раздельиое включение цилиндров 19 или 18 независимо от подъемников остальных тележек конвейера.
При подаче рабочей среды в цилиндры 19 происходит подъем платформы 3 совместно с
платформой 7 п плитой 11. В процессе подъема изделие устанавлнвается на плиту 11. Цнлиндр 18 в это время не работает, так как его щток не имеет жесткой связи с илатформой 3.
После нажатия на педаль 10, фиксатор 9 освобождает поворотную платформу 7 и дает возможность осуществлять поворот изделия.
Перемещение изделия вдоль конвейера осуществляется путем вращепия виита 13.
При подаче рабочей среды в цилиндр 20 происходит подъем изделия па высоту, равиую величине хода иоршня. Ход норшня цилиндра 18 значительно больще хода иорщней цилиндров 19. После подъема изделия в крайнее верхнее положение включаются пневмоцплиндры 25, которые подводят упоры 28 под направляющие 4 и исключают возможность опускания изделия в случае падення давления рабочей ереды.
Подъем, поворот и иеремен ение изделия вдоль оси конвейера повышают эффективность сборки и создают условия для применения средств механизации, стационарно установленных на позиции, например пресса с пневмомеханическим упором для нанрессовки ротора электродвигателя на коленвал компрессора.
Формула изобретения
Конвейерная тележка, содержащая раму на колееах, на которой установлены иодъемная н новоротная платформы с опорами качения, и силовые цилиндры со штоками, отличающ а я с я тем, что, с целью повышения удобства в сборке изделий путем их ступенчатого подъема, силовые цилиндры установлены под подъемной платформой и своими штоками взаимодействуют с ней, один из снловых цилиндров выиолнен с более длинным штоком, поворотная платформа снабжена подвижной нлитой, и плита и платформа выполнены с призматическими направляющими, в которых встроены шарики, а рама снабжена пневмоцилиндрами е выдвижными упорами.
Источники информации, Припятью во внимание при экспертизе
1.Авторское свидетельство СССР jYo 247107, кл. 81е, 82/01, 1968.
2.«Машиностроение.-Энциклопедический справочник. М., Машгпз, 1943, т. 9, с. 380, фиг. 38.
5
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
| Линия для сборки сцепки автоматической | 1978 |
|
SU779020A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ опок | 1964 |
|
SU164103A1 |
| Шаговый конвейер | 1981 |
|
SU967905A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| УСТАНОВКА ХОЛОДНОЙ НАПРЕССОВКИ (ВАРИАНТЫ) | 2013 |
|
RU2526349C1 |
| Устройство для монтажа коробчатых блоков железобетонных пролетных строений мостов | 1985 |
|
SU1331812A1 |
| Конвейерная система для транспортировки изделий | 1977 |
|
SU747791A1 |
| Установка для вибрационной очистки тележек подвижного состава | 1988 |
|
SU1570804A1 |
| Автоматическая линия для химико-термической обработки длинномерных деталей | 1989 |
|
SU1710588A1 |
5-5
2ff
7 /7 //
.
г-2 2
-2.
