1
Изобретение относится к металлообработке и предназначено для очистки мталлических лент, круглого проката и труб
Известен вращающийся инструмент для срезания окалины/ шлифования, по- лирования и других работ.
Этот инструмент выполнен в виде тела вращения и содержит оправку и з крепленный на ней, пс меньшей мере, один набор резцойых элементов в виде отрезков проволоки, -одни концы которых скреплены между собой и в непосредственной близости от скрепленных концов прижаты один к другому своими боковыми поверхностями, а другие свободные концы - образуют режущую поверхность инструмента и уплотнены на столько, что коэффициент заполнения ими режущей поверхности составляет 0,1-0,99.
Б этом инструменте набор рездовшс элементов стянут по бокам шайбами и насажен на. оправку, имеювтую с o6eHif сторон прижимные крышки и шконку.
Однако при изготовлении и использовании иглофреэ известной конструкции шириной более 500 MNJ, возникает ряд технологических трудностей.
Цель изобретения - упрощение технологии изготовления инструмента шириной преимущественно более 500 мм.
Это достигается тем, что к внутрем ней поверхности каждого кольцевого { абЬра режущих элементов вдоль оси и струмента прикреплены планки, жестко установленные на оправке.
При этом каждый набор резцовых зл ментов может быть собран из отдельных сегментов, длина рабочей поверхности каждого из которых выбрана больше его расчетной длины на величину от l/lOO до 1/10 последней..
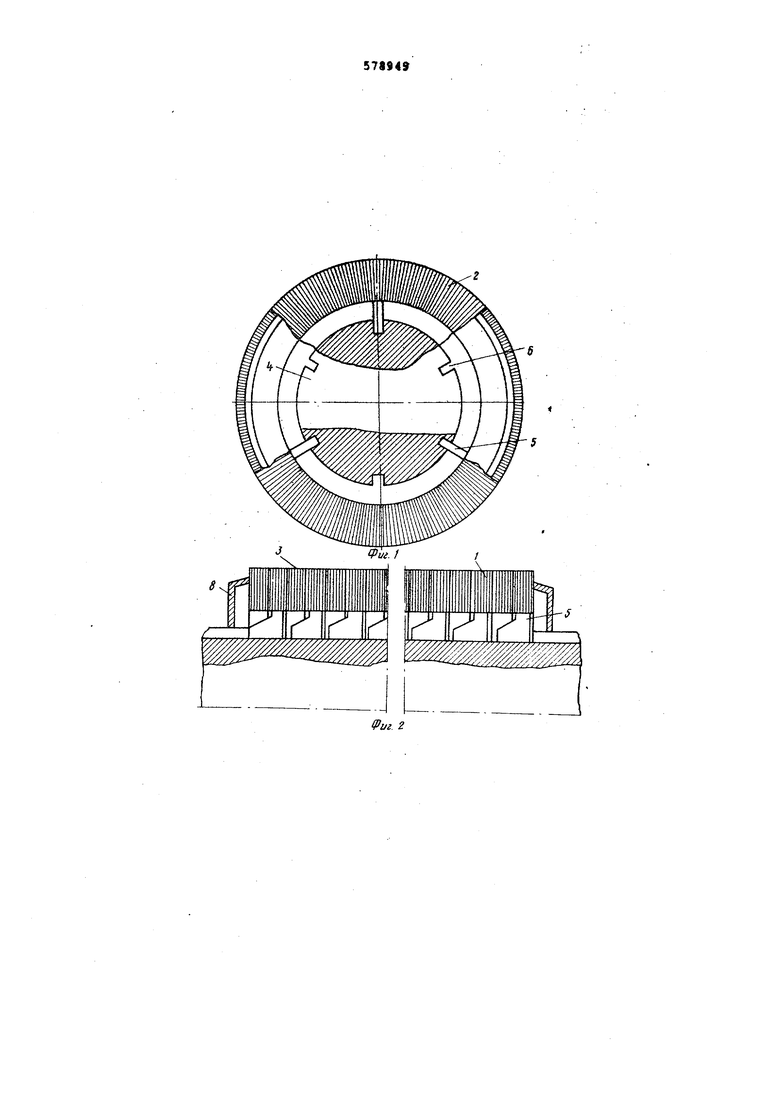
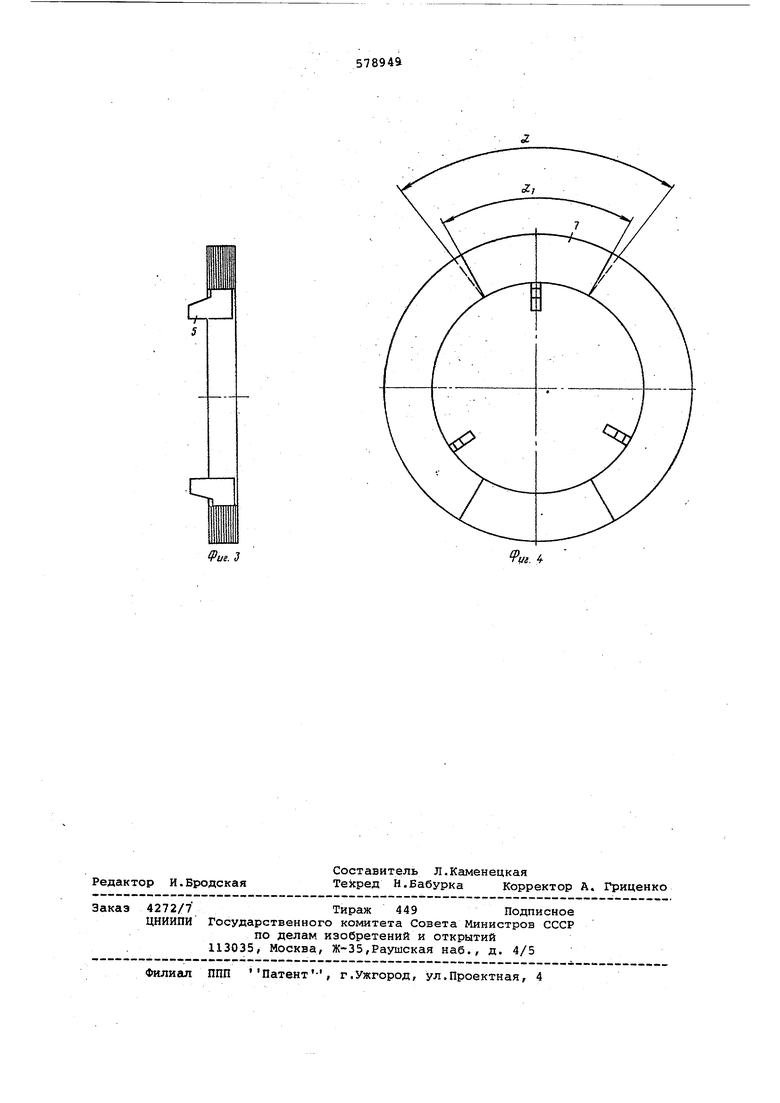
На фиг.1 изображен описываемый инструмент, вид с торца с вырывом; на фиг.2 - то же, продольный разрез; На фиг.З - один кольцевой набор с планками, продольный разрез; на фиг.4 набор,составленный из отдельных сег iHTOB.
Инструмент выполнен в виде тела вращения и составлен из нескольких кольцевых наборов 1.
Каждый набор состоит из радиальнс расположенных резцовых элементов 2, например отрезков проволоки, одними своими концами спрессованных до сопри косновения их боковых поверхностей, а противоположными - свободными концами - oSj aajnoatHMH рабочую поверхность 3. Ha6opk резцовых элемен7о$ установ лены на оправке 4 и прижаты друг к ДРУГУ, боковьгьда повер сностями резцовых элементов, а к внутренйвй7-тк вврхйост|1 каждого кольц:ввого набора прикреплены планки 5. Другими концмда планки закреплены на оправке. Для этого 1на ней выполнены пазы 6, в которые вставлены планки, передающие резцовы л элементам радиальные усилия прижатия и тангенциальные усилия резания, ocyiшествляя роль шлицевых или шпоночных |соединений, Любой из наборов может быгъ co6pa|i из нескольких сегментов 7, каждыйиэ которых набирается отдельно. При этом У1ина L рабочей поверхности каждого сегмента выбрана больше его расчетной |цлины L, на величину от 1/100 до 1/1р последней. Этим обеспечивается необходимый нвтяг между сменньоми сегментами при сборке их в набор, исключак)1ций образование зазоров на рабочей поверхности; инструмента в направлении резания, . которые для иглофрез недопустимы.Сегменты скреплены последовательно друг с другом сваркой, склеиванием или другими способами в один набор со стороны Нерабочих концов резцовых элемен,тов. Сборка иглофрез осуществляется слё дующим образом. Яаборы резцовых элементов с укрепшенными на них планками надевают одий за другим на оправку. На последней имеются пазы, число которых в два-три раза больше, чем планок на каждом наборе, так, чтобы планки двух смежных наборов не лежали в одном и том же азу. Это дает возможность сделать длину порной площадки планки больше ширин каждого набора. Собранный из отдельн1|4х. наборов инструмент поджимают с обеи:|с eiopoH крышками. 8. Формула изобретения 1.Врёодающийся режущий инструмент, (иглофреза) для обработки поверхностей изделий и материалов, выполненный в виде тела вращения и содержащий оправку и закрепленный на ней, по меньшей, мере, один кольцевой набор резцовых элементов в виде отрезков проволоки, одни концы- которых скреплены между и в. непосредственной близости от скрепленных концов прижаты один к другому своими боковыми поверхностями, а другие - свободные концы - образуют режущую поверхность инструмента и уплотнены настолько, что коэффициент заполнения режущей поверхности составляет 0,1-0,99, отличающийся тем,что,с целью упрощения технологии-изготовления инструмента шириной преимущественно более 500 мм, к внут- ренней поверхности каждого кольцевого набора, вдоль оси инструмента прикреплены планки, жестко установленные на оправке. 2. Инструмент (иглофреза) по п.1, отличающийся тем, что каждый набор резцовых элементовсобран из отдельных сегментов, длина рабочей поверхности каждого из.которых выбрана больше его расчетной длины на величину от 1/100 до 1/10 последней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цилиндрическая иглофреза | 1979 |
|
SU965420A1 |
| Способ изготовления иглофрезы | 1982 |
|
SU1024185A1 |
| Инструмент для обработки поверхностей | 1977 |
|
SU1230812A1 |
| Торцовый очистной инструмент | 1989 |
|
SU1673034A1 |
| Иглофреза | 1986 |
|
SU1349894A1 |
| Способ изготовления вращающегося режущего инструмента (иглофрезы) | 1974 |
|
SU486521A1 |
| Способ изготовления очистного инструмента | 1988 |
|
SU1588380A1 |
| ТОРЦОВАЯ ИГЛОФРЕЗА | 1993 |
|
RU2063309C1 |
| ИГЛОФРЕЗА | 1990 |
|
RU2014174C1 |
| СПОСОБ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2312753C1 |