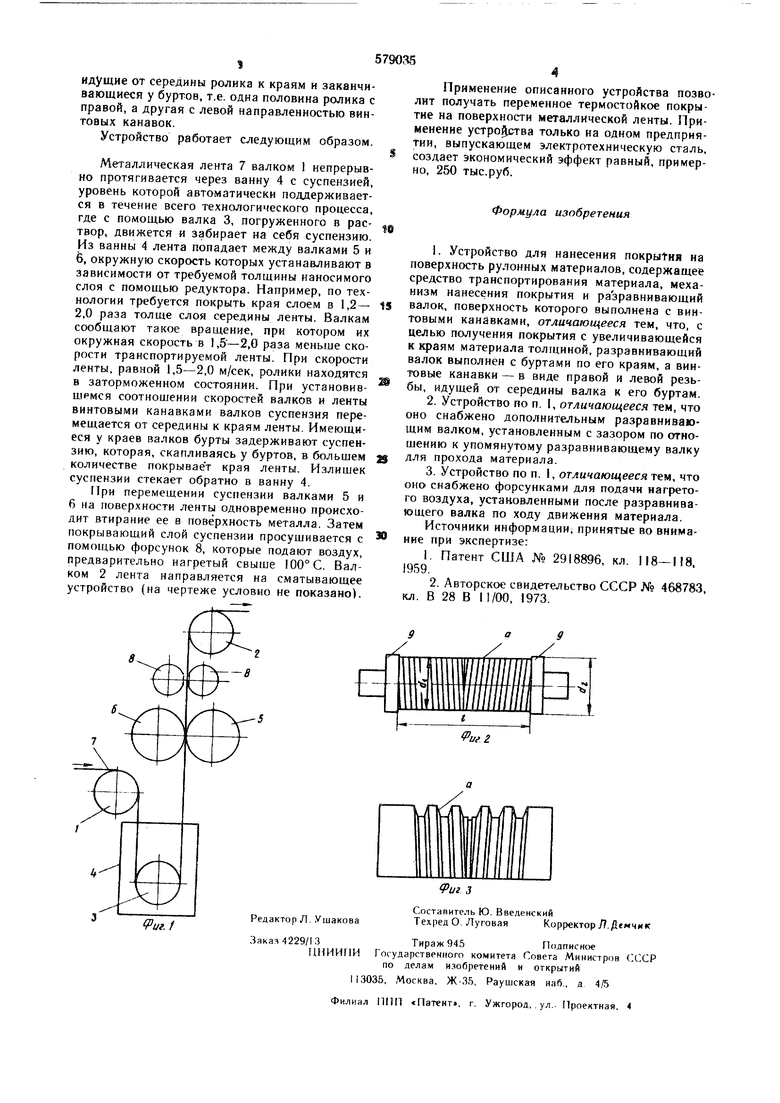
Устройство относится к оборудованию для нанесения покрытия на рулонные материалы, оно может быть использовано для нанесения термостойкого покрытия на поверхность электротехнической и легированной стали в листопрокатном производстве. Известно устройство для нанесения покрытия на поверхность рулонных материалов, содержащее средство транспортирования материала, механизм нанесения покрытия и разравнивающий валок, поверхность которого выполнена с винтовыми канавками (I, (2). Недостатком устройства является невозможность нанесения покрытия с увеличивающейся толщиной от середин ы листа к его краям. Цель изобретения - получение покрытия с увеличивающейся к краям материала толщиной. Указанная цель достигается тем, что разравнивающий валок выполнен с буртами по его краям, а винтовые канавки - в виде правой и левой резьбы, идущей от середины валка к его буртам. Кроме того, устройство снабжено дополнительным разравнивающим валком, установленным с зазором по отношению к упомянутому разравнивающему валку для прохода материала, и форсунками для подачи нагретого воздуха, смонтир /ванными после разравнивающего валка по ходу движения материала. На фиг. I изображена устройства; на фиг. 2 - валок для распределения и втирания суспензии, у которого бочка длиной f с винтовыми канавками и диаметром каждого бурта dj больще диаметра бочки d, на величину, равную толщине ленты металла; фиг. 3 - сектор ролика с винтовыми канавками. Устройство содержит направляющие ввлки I и 2, валок 3, помещенный в ванну 4, пару валков 5 и 6 для распределения и втирания суспензии на поверхности металлической ленты 7, форсунки 8 для подачи горячего воздуха. Для перемещения суспензии от середины к краям и втирания ее в поверхность ленты валки 5 и 6 имеют на поверхности винтовые канавки аТ идупхие от середины валка к краям. Для ограничения перемещения суспензии у краев ленты на концах каждого валка имеются бурты 9. Винтовые канавки заканчиваются у буртов. Длина бочки валка с винтовыми канавками ртвна ширине ленты. Для покрытия металлической ленты щириной 760 мм и толщиной 0,35 мм была изготовлена опытная пара валков 5 и 6 со следующими размерами: диаметр валков 250 мм, диаметр буртов 250,35 мм, длина бочки валка с винтовыми канавками 760 мм, длина буртов 25 мм. На поверхности валка были нарезаны канавки,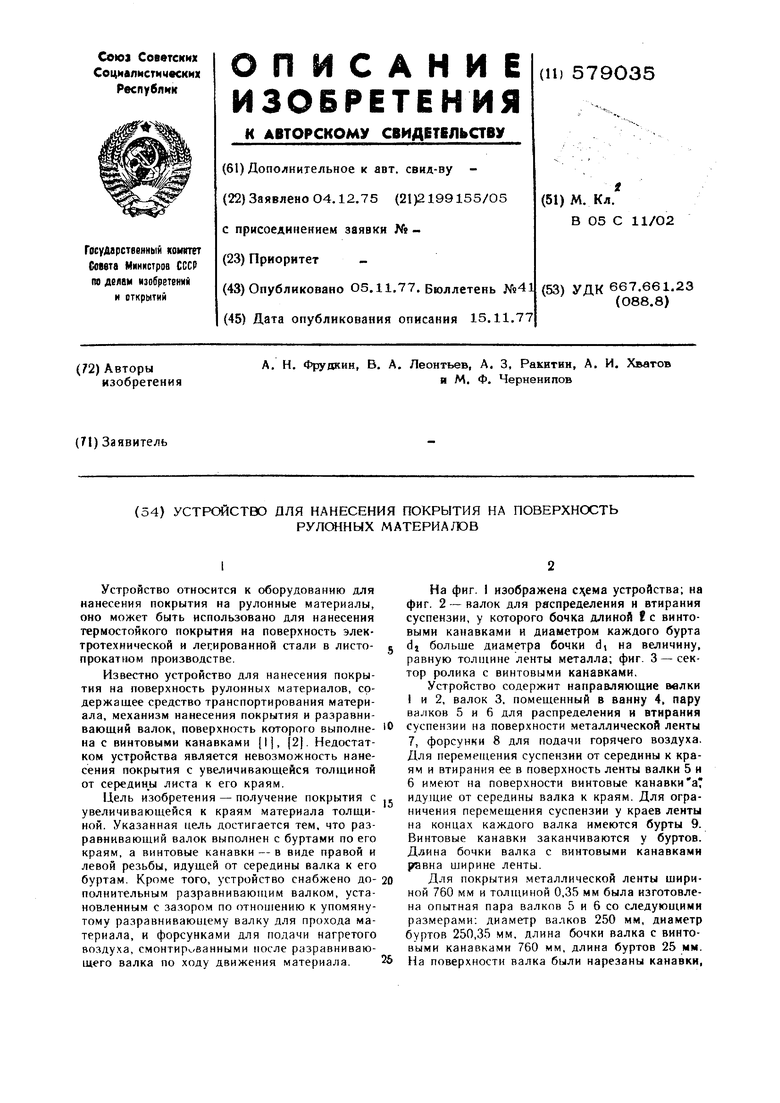
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытия на металлическую ленту | 1976 |
|
SU628960A1 |
| Опорный валок клети кварто | 1984 |
|
SU1210924A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДОННОГО БАРАБАНА | 1997 |
|
RU2113326C1 |
| Опорный валок клети кварто | 1987 |
|
SU1407601A1 |
| РАБОЧИЙ ВАЛОК ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2585922C1 |
| СПОСОБ ПОДГОТОВКИ ВАЛКОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ ОСОБО ВЫСОКОЙ ПЛОСКОСТНОСТИ | 1996 |
|
RU2093284C1 |
| Бочка опорного валка клети кварто | 1979 |
|
SU816592A1 |
| Устройство для нанесения тальковой суспензии | 1989 |
|
SU1717257A1 |
| НЕРЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ЛЕНТ | 2004 |
|
RU2254945C1 |
| Устройство для нанесения покрытия на изделия | 1982 |
|
SU1061852A1 |
