Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления полых деталей с отводами типа тройников.
Известно устройство для формовки полых деталей с отводами типа тройников гидравлической формовкой с одновременной topuoвой осадкой заготовки, содержащее разъемную матрицу, механизм ее смыкания, выполненный в виде двух конусных обойм с приводом, а также пуансоны осадки заготовки, имеющие самостоятельный привод {.
В связи с тем, что в этрм устройстве разъем матрицы осуществляется вдоль оси симметрии трубной заготовки, требуется многоплуижериый уникальный пресс для штамповки изделий, отводы которых неперпендикулярны оси заготовки.
Цель изобретения - упрощение конструкции.
Это достигается тем, что матрица выполнена, по меньшей мере, из трех частей, одна из которых установлена на конической поверхиости обоймы с возможностью перемещения вдоль этой поверхности, при этом указанная часть матрицы снабжена хвостовиком.
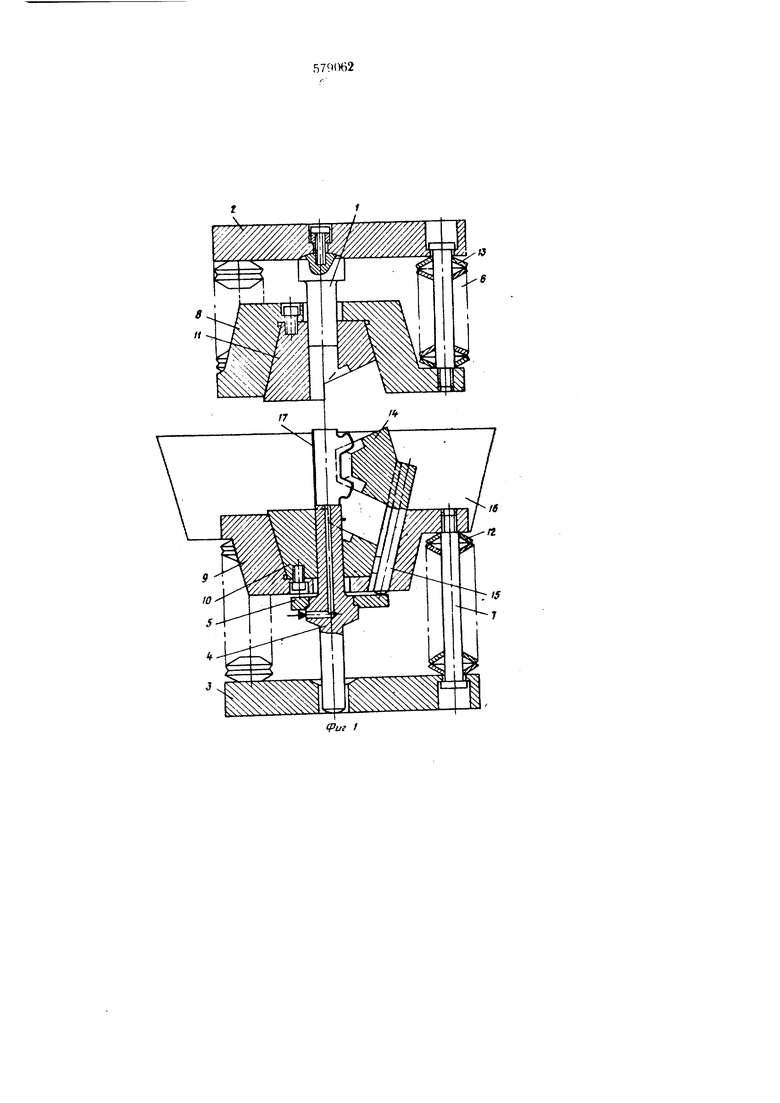
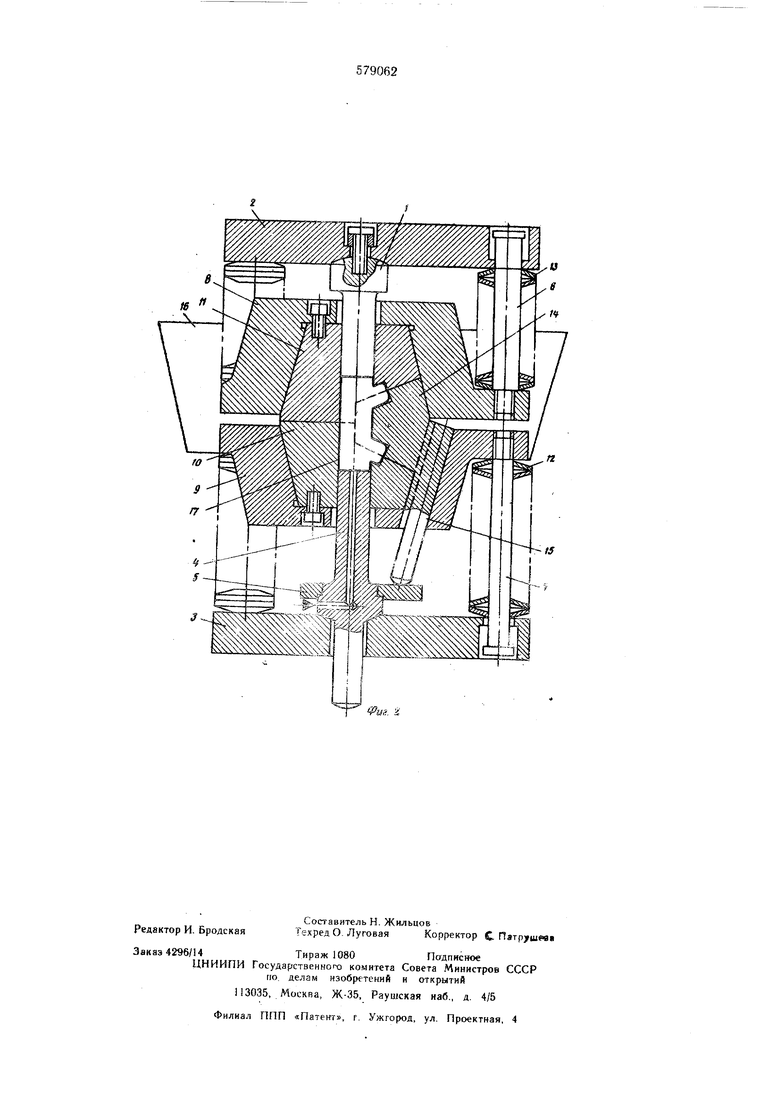
На фиг. 1 показано предлагаемое устройство в исходном до штамповки положении, общий
вид; на фиг. 2 - то же, в конечный момент щтамповки.
К верхней траверсе пресса закреплены пуансоны 1 с основанием 2. На столе пресса устаиовлено основание 3, в котором монтируются пуансон 4 с упорным кольцом 5. В пуансоне 4 выполнен канал для сообщения полости заготовки с насосной станцией высокого давления. На основаниях 2 и 3 смонтированы колонки 6 и 7, на которых крепятся с конусными полостями
обоймы 3 и 9 с закрепленными в них нижней 10 и верхней II частями матрицы, а также пакеты тарельчатых пружин 12 и 13. В обойме 9 помещена подвижная часть 14 матрицы, жестко скрепленная с направляющим хвостовиком 15, который своим основанием опирается
на упорное кольцо 5. Нижняя часть Ш и подвижная часть 14 матрицы помещены в резервуар 16, заполненный жидкостью.
Устройство работает следующим образом. Заготовка 17 устанавливается в полость
штампа, образующуюся иижией 10 и подвижной 14 частями матрицы, на пуансон 4 при заполненном рабочей жидкостью резервуаре 16. При рабочем ходе траверсы пресса подвижная часть 14 матрицы смыкается с верхней ее частью по конусной поверхности, выполненной
в обойме 8, одновременно осуществляется полиое, смыкание всех частей матрицы Усилие, необходимое для удержания частей матрицы в сомкиутом состоянии в процессе штамповки, создается за счет тарельчатых пружин. При дальнейшем ходе пресса пуансонами I и 4 осуществляется герметизация полости заготовки 17, затем в полость заготовки подается рабочая среда под высоким давлением, достаточным для проведения процесса гидростатической формовки.
При обратном ходе траверсы пресса происходит разгерметизация полости заготовки 17, размыкание штампа и перемещение частей матриц в исходное положение.
Для извлечения изделия из штампа выталкиватель пресса перемещает пуансон 4 совместно с упорным кольцом 5 вверх. При этом упорное кольцо, действуя на хвостовик 15 подвижной части И, перемещает ее в вертикальной и горизонтальной плоскостях, тем самым обеспечивая свободное удаление изделия.
Предлагаемое устройство по сравнению с известными позволяет осуществлять штампов|{у деталей сложной формы типа муфты передней вилки и каретки велосипеда, а также подобных деталей за счет того, что матрица, имеющая основной разъем, выполненный перпендикулярно оси трубной заготовки, выполнена с частями, имеющими возможность самостоятельного перемещения, которые в свою очередь, обеспечивают выполнение любого дополнительного разъема. Данное устройство позволяет использовать преимущества гидравлической формовки для деталей сложной формы, т.е. штамповать их за один переход с максимальной производительностью, минимальным расходом металла и трудозатратами, а также исполк.зовать преимущества разъема, перпендикулярного оси трубной заготовки.
Формула изобретения
1.Устройство для формовки полых деталей с отводами, содержащее разъемиую матрицу, две половинки которой закреплены в конусных полостях обойм, смонтированных на основаниях посредством колонок с пружинными силовыми элементами, и пуансоны, один из которых закреплен в основании матрицы, а другой установлен также на основании с возможностью перемещения, отличающк я тем, что, с целью, упрощения конструкции, матрица выполнена, по крайней мере, из трех частей, одна из которых установлеиа на конической поверхности обоймы с возможностью перемещения вдоль этой поверхиости.
2.Устройство по п. }, отличающееся тем, что часть матрицы, установленная на конической поверхности обоймы, снабжена хвостовиком.
Источники информации, принятые во внимание при экспертизе:
1. Экспресс-информация Технология и оборудование кузнечио-щтамповочиого производства; № 16, 1969, с. 34-35, рис. 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидравлической формовки тройников | 1976 |
|
SU621421A1 |
| ШТАМП ДЛЯ ВЫРЕЗКИ И ФОРМОВКИ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 1992 |
|
RU2038888C1 |
| Устройство для штамповки полых деталей с отводами | 1985 |
|
SU1329861A1 |
| Способ изготовления деталей с отводами и устройство для его осуществления | 1977 |
|
SU763017A1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU733761A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРОЙНИКОВ из ТРУБНЫХЗАГОТОВОК | 1967 |
|
SU199800A1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБНЫХ ЗАГОТОВОК | 1993 |
|
RU2097162C1 |
| Штамп для изготовления тройников | 1978 |
|
SU664708A1 |
| Штамп для обратного выдавливания изделий типа стаканов | 1987 |
|
SU1472172A1 |