Изобретение относится к обработке металлов давлением и может быть использовано при штамповке обратным выдавливанием изделий типа цилиндрического стакана, в том числе при деформировании при изотермических условиях.
Целью изобретений является повышение качества изделий и производительности.
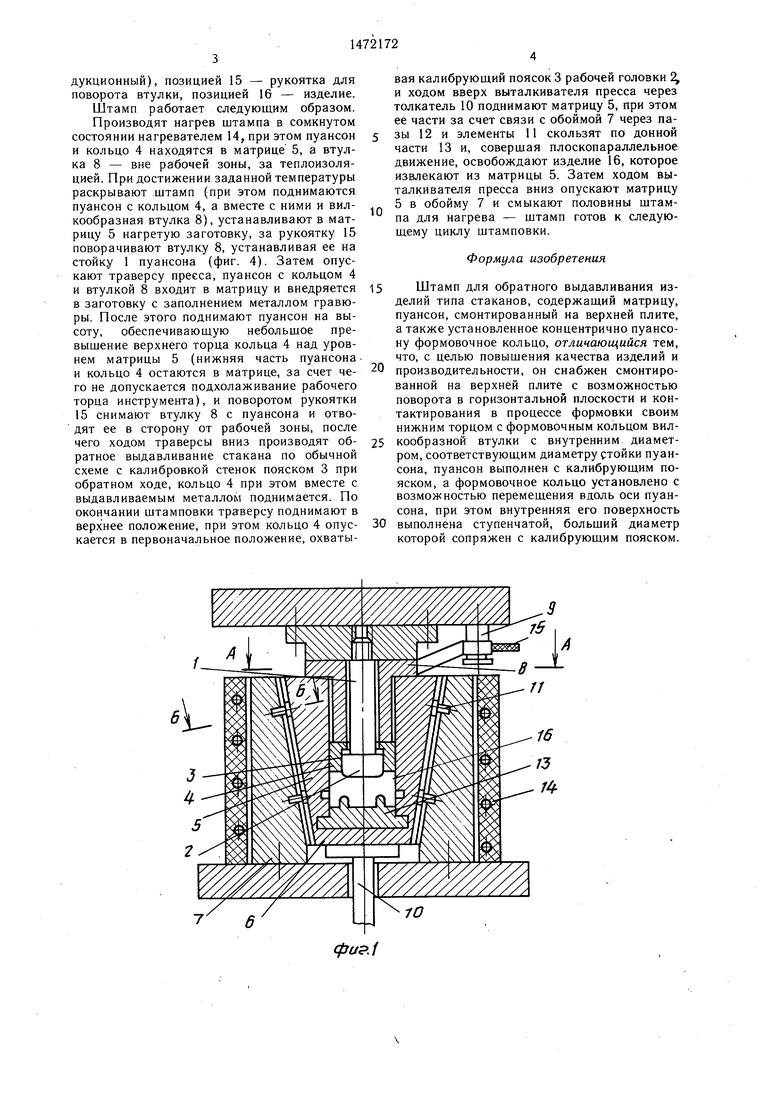
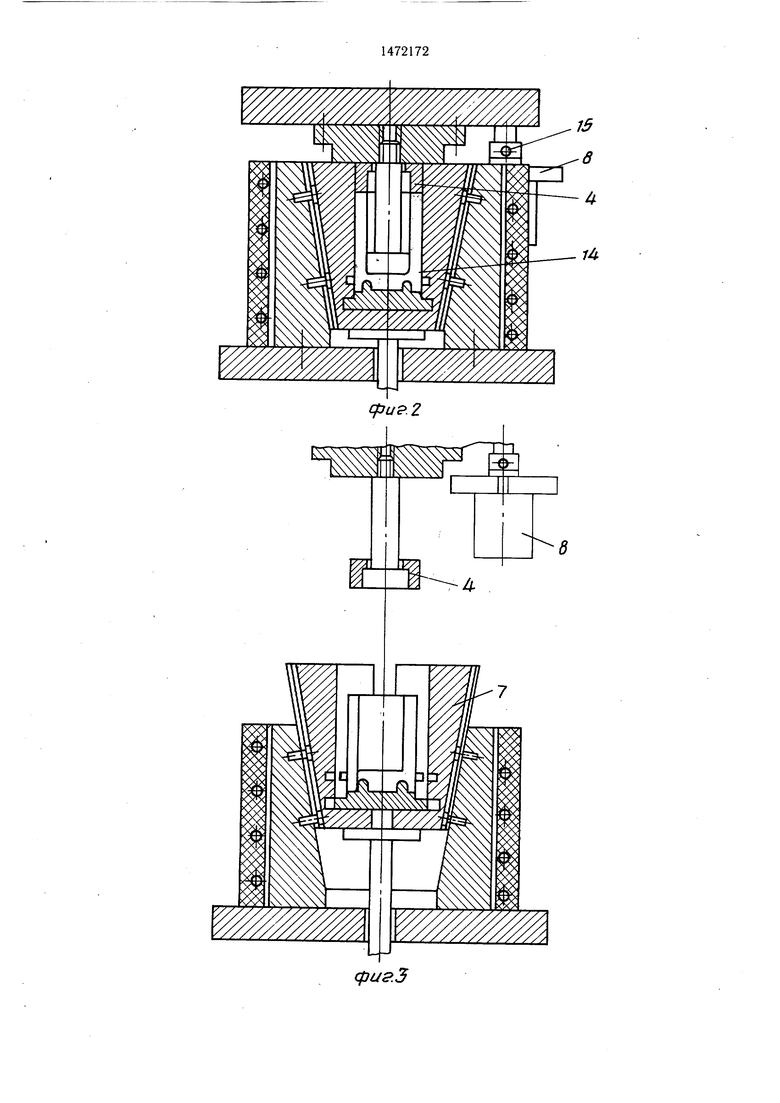
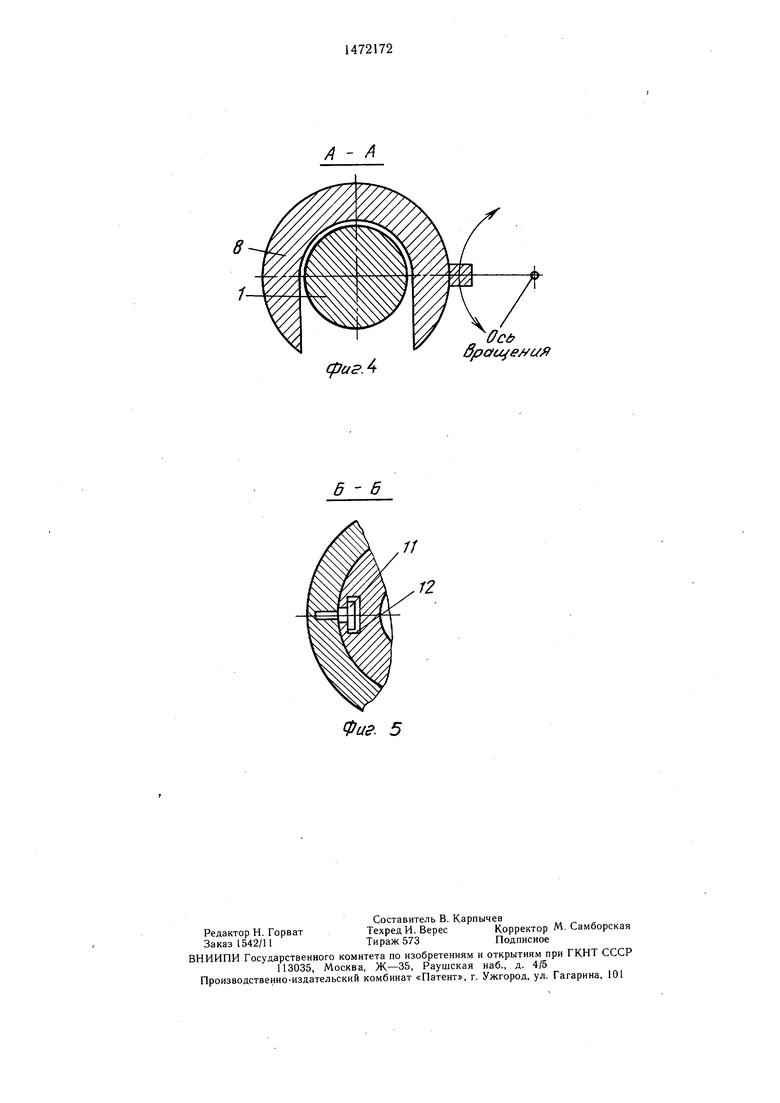
На фиг. 1 изображен предлагаемый штамп, общий вид, на первом переходе; на фиг. 2 - то же, на втором переходе (обратное выдавливание); на фиг. 3 - то же, в раскрытом состоянии.; на фиг. 4 - сечение А-А на фиг. 1; на фиг. 5 - сечение Б-Б на фиг. 1.
Штамп содержит пуансон, выполненный в виде стойки 1 и рабочей головки 2 с калибрующим пояском 3, формовочное кольцо 4 со ступенчатой внутренней поверх- ность о ij внешним диаметром, равным диаметру изделия, контактируюодего с рабочей
частью пуансона, при этом поверхность с большим диаметром сопрягается с калибрующим пояском 3, матрицу 5 с конической наружной поверхностью и вертикальным разъемом 6 (например, одним - количество разъемов определяется конфигурацией изделия), которая установлена в обойме 7, вилкообразную втулку 8, охватывающую пуансон и закрепленную на поворотной оси 9 и имеющую возможность движения вдоль оси пуансона и вокруг оси вращения, толкатель 10, кинематически связывающий матрицу 5 с выталкивателем пресса. При этом кольцо 4 может двигаться вдоль оси пуансона, каждая отдельная часть матрицы может быть соединена с обоймой, например, с помощью элемента 11 и паза 12, а сама матрица может иметь донную часть 13, горизонтально подвижную относительно ее остальных частей. Позицией 14 обозначен нагреватель с теплоизоляцией (например, ин4;:1 N3
ND
Аукционный), позицией 15 - рукоятка для поворота втулки, позицией 16 - изделие.
Штамп работает следующим образом.
Производят нагрев штампа в сомкнутом состоянии нагревателем 14, при этом пуансон и кольцо 4 находятся в матрице 5, а втулка 8 - вне рабочей зоны, за теплоизоляцией. При достижении заданной температуры раскрывают штамп (при этом поднимаются пуансон с кольцом 4, а вместе с ними и вилкообразная втулка 8), устанавливают в матрицу 5 нагретую заготовку, за рукоятку 15 поворачивают втулку 8, устанавливая ее на стойку 1 пуансона (фиг. 4). Затем опускают траверсу пресса, пуансон с кольцом 4 и втулкой 8 входит в матрицу и внедряется в заготовку с заполнением металлом гравюры. После этого поднимают пуансон на высоту, обеспечивающую небольшое превышение верхнего торца кольца 4 над уровнем матрицы 5 (нижняя часть пуансона- и кольцо 4 остаются в матрице, за счет чего не допускается подхолаживание рабочего торца инструмента), и поворотом рукоятки 15 снимают втулку 8 с пуансона и отводят ее в сторону от рабочей зоны, после чего ходом траверсы вниз производят обратное выдавливание стакана по обычной схеме с калибровкой стенок пояском 3 при обратном ходе, кольцо 4 при этом вместе с выдавливаемым металлом поднимается. По окончании штамповки траверсу поднимают в верхнее положение, при этом кольцо 4 опускается в первоначальное положение, охваты
вая калибрующий поясок 3 рабочей головки и ходом вверх выталкивателя пресса через толкатель 10 поднимают матрицу 5, при этом ее части за счет связи с обоймой 7 через пазы 12 и элементы 11 скользят по донной части 13 и, совершая плоскопараллельное движение, освобождают изделие 16, которое извлекают из матрицы 5. Затем ходом выталкивателя пресса вниз опускают матрицу 5 в обойму 7 и смыкают половины штампа для нагрева - штамп готов к следующему циклу штамповки.
Формула изобретения
Штамп для обратного выдавливания изделий типа стаканов, содержащий матрицу, пуансон, смонтированный на верхней плите, а также установленное концентрично пуансону формовочное кольцо, отличающийся тем, что, с целью повышения качества изделий и производительности, он снабжен смонтированной на верхней плите с возможностью поворота в горизонтальной плоскости и контактирования в процессе формовки своим нижним торцом с формовочным кольцом вилкообразной втулки с внутренним диаметром, соответствующим диаметру стойки пуансона, пуансон выполнен с калибрующим пояском, а формовочное кольцо установлено с возможностью перемещения вдоль оси пуансона, при этом внутренняя его поверхность
выполнена ступенчатой, больщий диаметр которой сопряжен с калибрующим пояском.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для прямого выдавливания | 1980 |
|
SU884812A1 |
| Способ штамповки деталей с глубокими полостями | 1985 |
|
SU1311827A1 |
| Штамп для выдавливания деталей | 1982 |
|
SU1103929A1 |
| Штамп для выдавливания деталей типа стаканов с ребрами и ступицей | 1980 |
|
SU927404A1 |
| Штамп для штамповки выдавливанием | 1979 |
|
SU837539A1 |
| Совмещенный штамп для получения пустотелых осесимметричных поковок без штамповочных уклонов | 1987 |
|
SU1588479A1 |
| Штамп для выдавливания | 1979 |
|
SU846042A1 |
| Комбинированный штамп | 1981 |
|
SU967656A1 |
| СПОСОБ ХОЛОДНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ СО СКВОЗНЫМ ОТВЕРСТИЕМ | 2007 |
|
RU2356682C2 |
| Штамп для изготовления деталей типа фланцев | 1972 |
|
SU445504A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при штамповке обратным выдавливанием изделий типа стакана. Цель изобретения - повышение качества изделий и производительности. Штамп для обратного выдавливания содержит матрицу, смонтированную в штамподержателе, пуансон, смонтированный на верхней плите, и формующее кольцо, контактирующее с рабочей частью пуансона. На верхней плите смонтирована с возможностью поворота в горизонтальной плоскости и контактирования в процессе формовки своим нижним торцом с формовочным кольцом вилкообразная втулка с внутренним диаметром, соответствующим диаметру пуансона. Пуансон выполнен с калибрующим пояском, а формовочное кольцо выполнено с возможностью перемещения вдоль оси пуансона. При выдавливании изделия формовочное кольцо вместе с выдавливаемым металлом поднимается вверх. После окончания штамповки ходом выталкивателя поднимают матрицу, части которой совершают плоскопараллельное движение, освобождая изделие. 5 ил.
./
cfJu.Z
(риг.Э
А - А
ери г А
6 б
Фиг. 5
Ocf ораи е//с/Я
| Тылкин М | |||
| А | |||
| и др | |||
| Штамны для горячего деформирования металлов | |||
| М.: Высшая школа, 1977, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
