1
Изобретение относится к обработке металов давлением, в частности к штампам для изготовления тройников из трубных заготовок.
Известно устройство для штамповки изделий типа тройников, содержапдее разъемную матрицу, состоящую из верхней и нижней частей, цилиндр смыкания матрицы и пуансоны осадки заготовки с их приводом
1.
Недостатком известного устройства является сложность конструкция, что увеличивает трудоемкость изготовления и усложняет процесс эксплуатации.
Известен штамп для изготовления тройников, содержаший матрицу, состоящзю из двух половин с разъемом в плоскости, перпендикулярной к продольной оси изделия, и пуансоны осадки заготовки 2.
Недостатком указанного штампа является возможность взаимного смещения половин матрицы, что является причиной образования складок на тройнике со стороны, противоположной горловине.
Целью изобретения является улучшение качества изделий.
Эта цель достигается тем, что в плоскости разъема на торцах полуматриц, обращенных один к другому, выполнены соответственно паз и выступ с рабочей полостью, причем длина выступа больше половины длины изготавливаемого тройника.
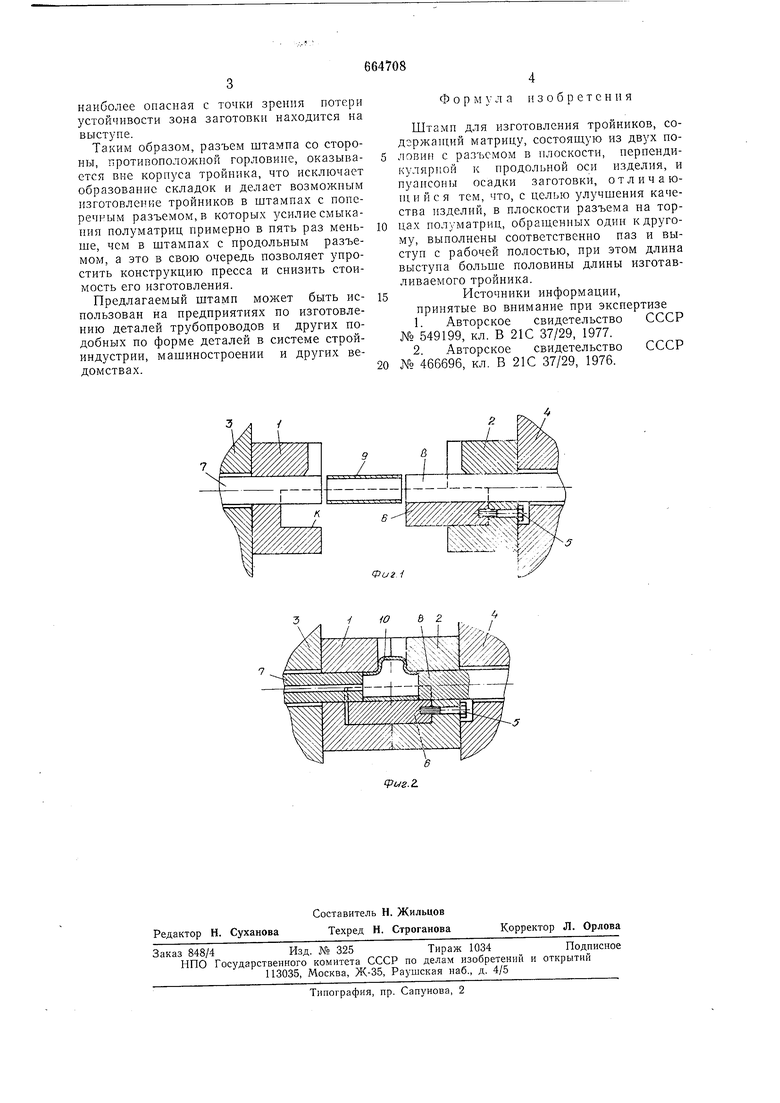
На фиг. 1 показан штамп при раскрытых полуматрицах в продольном разрезе; на фиг. 2 - то же, при сомкнутых полуматрицах.
Штамп для изготовления тройников состоит из двух полуматриц 1 и 2 с пазами, закрепленных на подвижных траверсах 3 и 4. В пазу полуматрицы 2 закреплен болтами 5 элемент 6, образующий выступ.
В ручьях полуматриц 1 и 2 расположены пуансоны 7 и 8 для осевой осадки заготовки 9, из которой образуется тройник 10. В пуансоне 7 имеется отверстие для подвода рабочей жидкости.
Перед началом работы в зону между полуматрицами 1 и 2 механизмом подачи (не показан) подается заготовка 9. При смыкании полуматриц 1 и 2, перемещающихся вместе с подвил ными траверсами 3 и 4 (привод траверс не показан), выступ б входит в паз k полуматрицы 1 и заготовка 9 оказывается в ручье выступа. Затем путем осадки заготовки 9 пуансонами 7 н 8 при одновременной подаче рабочей жидкости высокого давления через отверстие в пуансоне 7 получают тройник 10, причем
наиболее опасная с точки зрения потери устойчивости зона заготовки находится на выступе.
Таким образом, разъем штампа со стороны, противоположной горловине, оказывается вне корпуса тройника, что исключает образование складок и делает возможным изготовление тройников в штампах с поперечным разъемом, в которых усилие смыкания полуматриц примерно в пять раз меньше, чем в штампах с продольным разъемом, а это в свою очередь позволяет упростить конструкцию пресса и снизить стоимость его изготовления.
Предлагаемый штамп может быть использован на предприятиях по изготовлению деталей трубопроводов и других подобных по форме деталей в системе стройиндустрии, машиностроении и других ведомствах.
Ф о р м л а изобретения
Штамп для изготовления тройников, содгржапшй матрицу, состояндую из двух половин с разъемом в плоскости, перпендикулярной к продольной оси изделия, и пуансоны осадки заготовки, отличаюП1 и и с я тем, что, с целью улучшения качества изделий, в плоскости разъема на торцах полуматриц, обращенных один к другому, выполнены соответственно паз и выступ с рабочей полостью, при этом длина выступа больше половины длины изготавливаемого тройника. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 549199, кл. В 21С 37/29, 1977.
2.Авторское свидетельство СССР № 466696, кл. В 21С 37/29, 1976.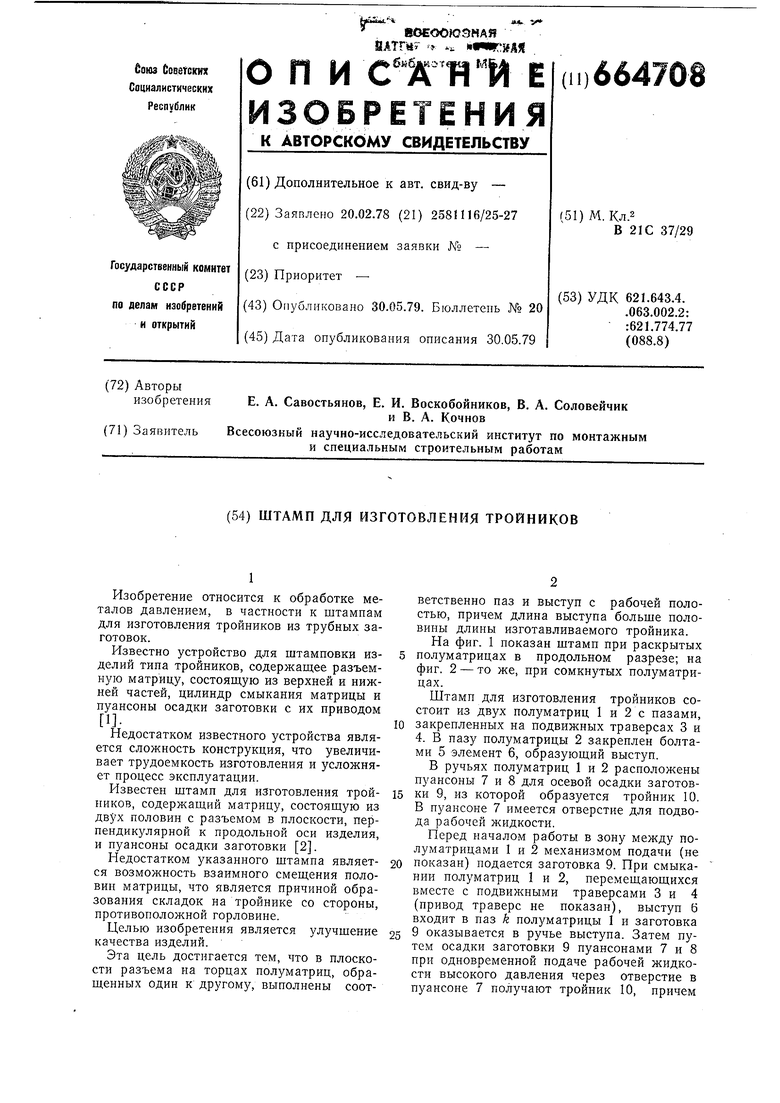
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU733761A1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU763016A1 |
| Устройство для гидравлической формовки тройников | 1976 |
|
SU621421A1 |
| Штамп для изготовления крутоизогнутых отводов | 1983 |
|
SU1174115A1 |
| Способ изготовления тройников | 1986 |
|
SU1409365A1 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2013170C1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU659224A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
