Изобретение относится к обработке металлов давлением, а именно к холодной штамповке деталей типа тройников из трубных заготовок.
Целью изобретения является повышение производительности устройства.
На фиг. 1 показана схема предлагаемого устройства в начальный момент штамповки; на фиг. 2 - то же, по окончании штамповки в процессе раскрытия матрицы; на фиг. 3 - то же, по окончании раскрытия матрицы.
Устройство содержит матрицу, состоящую из стационарной части 1, установленной на основании 2, и подъемной части 3, закрепленной на траверсе 4. На основании 2 установлены пуансоны 5 и б осевой осадки трубной заготовки 7 с их приводами 8 и 9.
Устройство содержит также механизм перемещения подъемной части матрицы, включающий гидроцилиндр 10, связанный штоком И с траверсой 4, а также механизм силового замыкания матрицы, содержащий цилиндры 12 малого хода, например, мембранного типа, штоки 13 которых установлены параллельно штоку 11 и шарнирно связаны с зажимными элементами 14, установленными с возможностью взаимодействия с упорными цилиндрическими поверхностями 15 на траверсе 4. Механизм силового замыкания матрицы содержит также тяги 16, закрепленные на зажимных элементах 14 и соединенные шарнирно со штоком 11,у ограничитель 18 перемещения шарниров 17, установленный на траверсе.
Устройство работает следующим образом.
Трубную заготовку 7 помещают в стационарную часть 1. В надпоршневую полость цилиндра 10 подают рабочую среду, происходит опускание траверсы 4 с подъемной частью 3 матрицы до соприкосновения с частью 1. При этом тяги 16 устанавливают зажимные элементы 14 в вертикальное положение. В полость силовых цилиндров 12 подают рабочую жидкость под давлением и они осуществляют окончательное замыкание матрицы с требуемым усилием, препятствующим ее раскрытию в процессе штамповки. Осевые пуансоны 5 и 6, приводимые в движение приводами 8 и 9, герметизируют полость трубной заготовки 7 и осаживают заготовку. Заполнение полости трубной заготовки рабочей средой можно осуществлять, например, путем помещения матричного блока в резервуар с маслом или подачей масла через канал в одном из осевых пуансонов. В случае необходимости для подпора формируемого отвода может служить механизм подпора отвода (не показан). Цилиндр 10 развивает малое усилие, необходимое для преодоления сил трения в механизме смыкания матрицы.
По окончании процесса формообразования полой детали с отводами осуществляют отвод осевых пуансонов 5 и 6 в исход
ное положение. Полости силовых цилиндров 12 соединяют со сливом, снижая таким образом давление рабочей жидкости в них и снимая усилие замыкания разъемной матрицы. В подпоршневую полость цилиндра 10 подают рабочую среду. Происходит перемещение штока 11 верх в пазу ограничителя 18. При этом тяги 16 поворачивают благодаря шарнирным соединениям зажимные элементы 14 относительно штоков 13, и
те выходят из соприкосновения с цилиндрическими поверхностями 15 траверсы 4. После подъема конца штока 11 до соприкосновения с верхом паза ограничителя 18 происходит окончательное раскрытие матрицы и подъема части 3 матрицы вместе с траверсой 4. Снимают готовое изделие. В качестве рабочей среды для управления цилиндром перемещения может быть использован сжатый воздух, например от заводской пневмосети, или жидкость от насо- са, общего с цилиндрами силовыми мембранного типа.
Применение предлагаемого устройства позволяет повысить производительность прессов для изготовления полых изделий с отводами в связи с использованием в качестве силовых гидравлических цилиндров в механизме смыкания разъемной матрицы цилиндров с малым временем срабатывания, напри.мер мембранного типа, рабочий ход которых незначителен, а рабочие полости не имеют тех пространственных камер, которые характерны для обычных гидравлических цилиндров и для заполнения которых рабочей жидкостью высокого давления необходимо значительное время. Применение цилиндров мембранного типа позволяет снизить стоимость всего устройства, материалоемкость и повысить надежность механизма смыкания матрицы из-за отсутствия подвижных частей в таких цилиндрах.
5
0
5
Формула изобретения
Устройство для штамповки полых деталей с отводами типа тройников, содержащее установленные на основании матрицу с подъемной частью, закрепленной на траверсе, пуансоны осевой осадки трубной заготовки с их приводом, механизм перемещения подъемной части матрицы, включающий гидроцилиндр, связанный штоком с траверсой, а также механизм силового замыкания матрицы, содержащий два силовых цилиндра, штоки которых установлены по обе стороны упомянутого гидроцилиндра и связаны с зажимными элементами, установленными с возможностью взаимодействия с упорными поверхностями на траверсе, отличаюш ееся тем, что, с целью повышения производительности, механизм силового замыкания матрицы снабжен тягами, соединенными шарнирами со ИГРОКОМ гидроцилиндра механизма перемещения подъемной части матрицы, и ограничителем перемещения упомянутых шарниров, установленных на траверсе, каждый зажимной элемент закреплен на штоке шар- нирно и связан с соответствующей тягой.
а силовые цилиндры механизма силового замыкания матрицы размещены параллельно гидроцилиндру механизма перемещения подъемной части матрицы и выполнены в виде гидроцилиндров малого хода.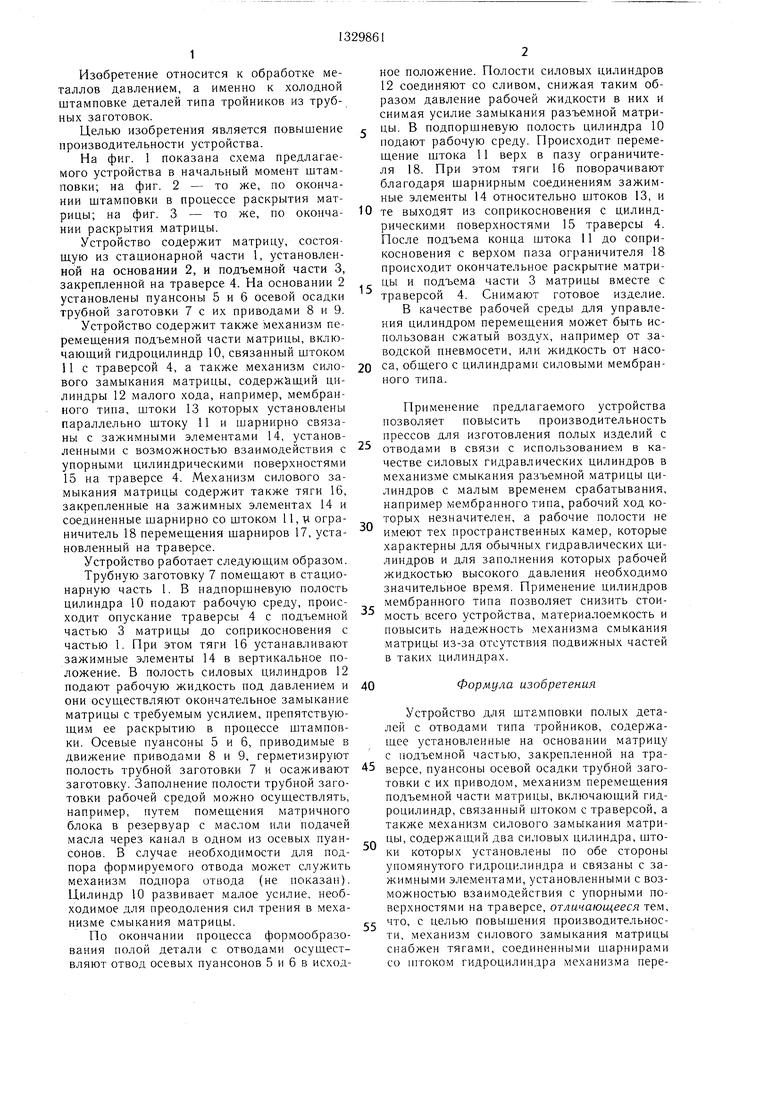
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки полых деталей с отводами | 1976 |
|
SU626856A1 |
| Устройство для гидравлической штамповки полых изделий | 1989 |
|
SU1708466A1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1975 |
|
SU599885A1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU733761A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2014 |
|
RU2562570C1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU763016A1 |
| Устройство для штамповки полых деталей с отводами | 1975 |
|
SU549199A1 |
| Устройство для штамповки листовых заготовок давлением среды | 1979 |
|
SU919785A1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1990 |
|
SU1748900A1 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |

Изобретение относится к обработке металлов давлением, в частности к холодной штамповке деталей из трубных заготовок, например фитингов. Изобретение позво/f ляет повысить производительность труда. Это достигается за счет использования для перемещения полуматрицы цилиндра малого усилия и поперечных размеров, а для силового смыкания разъемной матрицы (М) гидравлических цилиндров с малым ходом, например мембранного типа. Устройство содержит гидравлические цилиндры, шарнирно связанные с зажимными элементами 14, установленными с возможностью принудительного поворота при подъеме подвижной части 3 М для съема изделия. При опускании подвижной части 3 М тяги 16 устанавливают зажимные элементы 14 в вертикальное положение и с помощью гидравлических цилиндров 12 осуществляют окончательное силовое замыкание М. Пуансонами 4 и 5 осуществляют герметизацию и осадку трубной заготовки 7. 3 ил. сл 7Z со 1с со ас О5
сраг.г
фи5.3
| Устройство для изготовления полых деталей с отводами из трубной заготовки | 1975 |
|
SU551074A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для штамповки полых деталей с отводами | 1974 |
|
SU518247A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU733761A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
