Существующие стенды и фигурки для обслуживания станков многократного волочения железной проволоки, с применением стыковой электросварки, имеют некоторые недостатки в эксплоатации. При окончании мотка проволоки необходимо останавливать весь стан многократного волочения для того, чтобы набросить второй моток, сваренный с предыдущим, на фигурку специального стенда.
Применение сварочного стенда и подвешенного на стропильных балках блока вместо фигурки усложняет движение кранбалок, тельферов и т. д,
Предлагаемая многорамочная фигурка для непрерывного волочения проволоки устраняет указанные недостатки и облегчает работу прово.лочников.
Фигурка выполнена в виде многогранного каркаса, поворотного на вертикальной оси и несущего на каждой грани шарнирно укрепленные рамки для укладки проволоки.
Для возможности схода мотков проволоки с рамок последние опускаются помощью рукоятки и рычага.
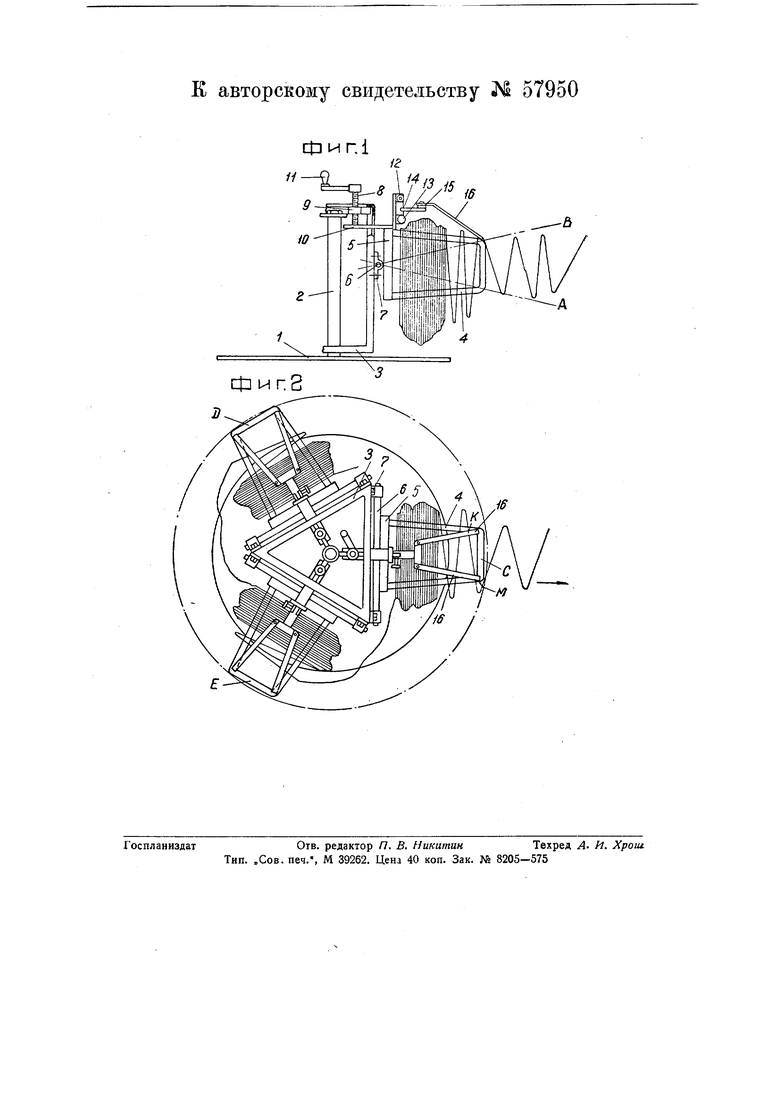
На схематическом чертеже фиг. 1 изображает частичный вид сбоку многорнмочной фигурки для непрерывного волочения проволоки,фиг.2- вид ее сверху.
На круглом основании / укреплена вертикальная ось 2, на которой поворотно установлен многогранный, например, трехгранный каркас S. На каждой грани каркаса 3 установлены рамки 4, основания 5 которых шарнирно укреплены на осях 6. Последние установлены каждая в двух подшипниках 7, прикрепленных к грани каркаса 5, для возможности поворота рамки 4 в вертикальной плоскости помощью винта 8 с рукояткой //, установленного в неподвижной гайке 9, и рычага 10, прикрепленного к основанию 5 рамки.
Поворотом рукоятки // рабочий поворачивает всю систему вниз, т. е, в положение А (фиг. 1), моток проволоки, сваренный с предыдущим, набрасывается на рамку в ее нижнем положении, после чего рамка поднимается винтом 8 в положение В.
Указанная операция происходит на мотке D в тот момент, когда еще с мотка С стан продолжает стягивать
проволоку; после сматывания всего мотка С поворачивают всю систему вокруг оси 2 на 120°, и моток D занимает место мотка и т. д.
Для обеспечения нормального стягивания витка проволоки с рамки служит шарнирно-откидная система пружин, состоящих из двух шарниров 12, защелки /5, планки 14 и перекладины 75. К перекладине 15 крепятся две пружины 16, которые не дают стянуть одновременно два витка проволоки сразу, так как в момент снятия витка в точке М последующий виток прижат к точке К- При набрасывании нового мотка необходимо оттянуть защелку /5 и поднять вверх .пружины 16 с перекладиной 15.
Таким образом, предлагаемая фигурка дает возможность с помощью подъемного винта набрасывать мотки проволоки без подъема их вверх и повышает производительность станка
Предмет изобретения.
Многорамочная фигурка для непрерывного волочения проволоки отличающаяся применением многогранного поворотного на вертикальной оси 2 каркаса 5, на каждой грани которого щарнирно укреплены рамки 4 для укладки проволоки, опускаемые помощью рукоятки // и рычага 10, с целью схола с них мотка проволоки.
фиг
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для автоматического выключения волочильного барабана при обрыве или запутывании проволоки | 1939 |
|
SU58829A1 |
| Конвейер для подачи мотков проволоки | 1939 |
|
SU60608A1 |
| Моталка | 1979 |
|
SU804058A1 |
| Моталка | 1977 |
|
SU940897A1 |
| Устройство для формования и уплотнения мотка | 1978 |
|
SU743748A1 |
| Моталка для непрерывного съема проволоки с многоблочного волочильного стана | 1984 |
|
SU1228937A2 |
| Устройство для образования бухты проволоки | 1978 |
|
SU730406A1 |
| Делительная машина | 1928 |
|
SU15016A1 |
| Съемник мотков проволоки | 1979 |
|
SU837451A1 |
| Устройство дискового динамометра к волочильному цепному стану | 1959 |
|
SU129850A1 |