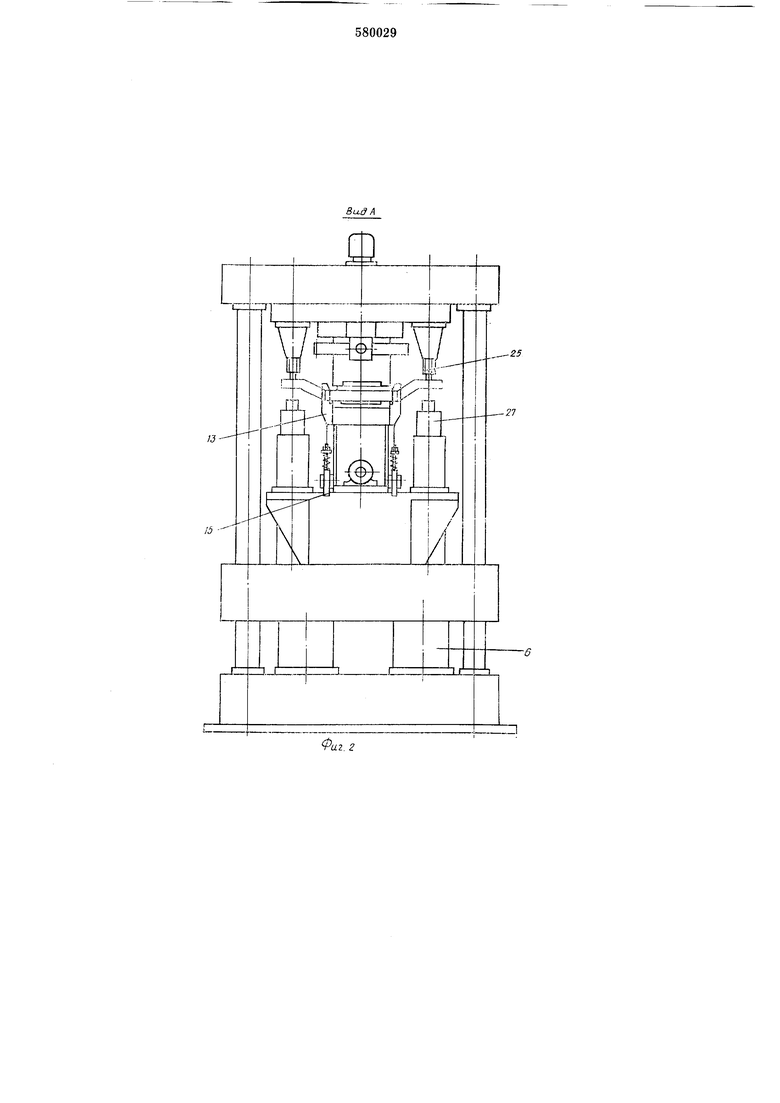
Для фиксации полол ения стола служит механизм 21, размещенный на нилсией траверсе. На верхней траверсе 3 установлен иуансон 22, поворотный от электродвигателя 23 и фиксируемый зубчатой гребенкой 24, а также винтовые регулируемые уиоры 25 {фиг. 2), расиололченные нротив лап 26 балки. На нижней траверсе 4 против упоров 25 установлены гидродомкраты 27.
Пресс работает следующим образом.
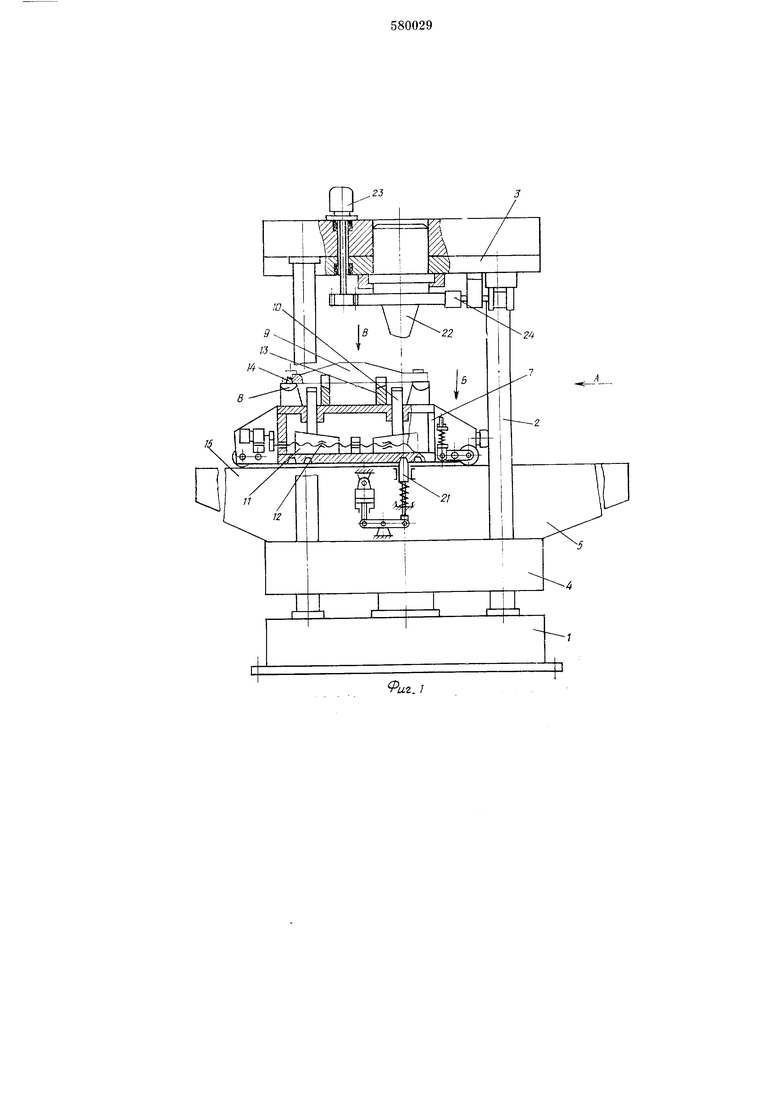
Для правки правого конца остова балки стол 7, на олорах 8 которого установлена балка в полол еиии искривлением остова вверх, перемещают в полол ение, показанное на фиг. 1, и фиксируют механизмом 21. Нри этом под пуансоном 22 располагается зона соединения правого подпятника с остовом балки. Рабочая поверхность пуансона выполнена по форме балки в этой зоне, т. е. имеет горизонтальный и наклонный участки. Правый упор 10 перемещают от балки на расстоянпе, определяемое величиной прогиба балки, с учетом компенсации ее упругой деформации. Затем включают рабочие гидроцилиидры 6, траверса 4 со столом 7 и балкой 9 перемещается вверх. Правка осуществляется пуансоном 22 и опорами 8. Балка прогибается до упора 10, после чего давление в гидросистеме резко возрастает, электрокоитактный монометр (на чертежах не показан) подает сигнал на отключение гидроцилиндров 6, траверса 4 опускается. Под действием пружип рычаги 17 поворачиваются, стол 7 приподнимается с траверсы, опираясь колесами 16 на направляющие 15.
Для правки другого (левого) конца остова балки стол перемещают вправо и фиксируют в соответствующем положении. Пуансон 22 поворачивает на 180° и фиксируют его в этом полол ении гребенкой 24. Вследствие симметричности балки форма рабочей поверхности пуансона соответствует форме балки в зоне правки ее левого конца. Правку ироизводят в описанной выше последовательпости.
После правки остова производят правку лап 26 балки. Для этого стол с балкой устанавливают в такое положение (фиг. 2), что опора 8 располагается под пуансоном 22. При этом пуансон 22, винтовые упоры 25, гидродомкраты 27, одна нз опор 8 и соответствующие лапы 26 оказьшаются располол енпыми в одной плоскости.
Винтовые упоры 25 устанавливают в полол ение, определяемое величиной и направлеиием прогиба соответствующей лапы с учетом компенсации упругих деформаций.
После включения рабочих гидроцилиндров 6, траверса 4 двилсется вверх, прижимая балку подпятником к пуансону. В процессе этого лапы, отогнутые вверх, взаимодействуя с винтовыми упорами, прогибаются вниз на необходимую величину. При наличии лап отогнутых вниз правка их осуществляется включением гидродомкратов 27, подгибающих эти лапы к упорам 25. При правке лап отключение гидроцилиндров 6 осуществляется тем же электроконтакным монометром после достижения усилия прижатия балки опорой 8 к пуансону 22, в песколько раз превышающего усилие правки лап, поэтому, независимо от величины и направления первоначального прогиба лап в конце правки, остов балки горизонтален, а лапы прижаты к винтовым упорам. Для правки лап, располол енных «а другом конце балки, .необходимо переместить стол с балкой в нужное лололсепие и вновь отрегулировать винтовые упоры 25. Загрузку балки па стол и снятие ее выполняют при нахол дении стола в крайнем положении на одной из консолей нижней траверсы.
Применение такой конструкции пресса при правке соединительных балок вагонов может дать экономический эффект 160 тыс. руб.
Формула изобретения
1.Пресс для правки сварных Металлоконструкций, преимущественно соединительных балок вагонов, содержащих станину с вертикальными направляюп1ими колоннами, пуансон, смонтированный на верхней неподвижной траверсе, стол, установленный с возможностью перемещения по направляющим подвижной нижней траверсы, приводимой в движение от гидроцилиндров, опоры и фиксаторы для установки на столе выправляемых изделий, отличающийся тем, что, с целью повышения производительности, он снабжен расположенными на верхней траверсе и столе регулирующими упорами, а также домкратами, смонтированными на нижней траверсе, причем регулируемые упоры верхней траверсы установлеHbt оппозитно домкратам, а соответствующие регулируемые зпоры стола-оппозитно пуансону.
2.Пресс по п. 1, отлпчающийся тем, что пуансон установлен с возможностью поворота.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство N° 366980, кл. В ЗОВ 1/32, В ЗОБ 15/06, 25.02.71.
uzj
-иг. 2
25
21
Вид Б
16
uг.3
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ЛИСТОВ ИЗ МЕТАЛЛА | 2004 |
|
RU2290273C2 |
| СПОСОБ ПРАВКИ ИЗДЕЛИЙ И ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2090283C1 |
| ПРЕСС ДЛЯ ПРАВКИ КРЫШЕК ЛЮКОВ ПОЛУВАГОНОВ | 1973 |
|
SU396145A1 |
| Пресс для правки профильных изделий | 1980 |
|
SU1011296A1 |
| Пресс для правки валов | 1987 |
|
SU1433536A1 |
| Пресс для правки платформ | 1976 |
|
SU588038A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗАКОВ ИЗ ЛИСТОВОЙ СТАЛИ | 1969 |
|
SU257420A1 |
| Гидроимпульсный вибропресс | 1986 |
|
SU1323195A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ И КОНТРОЛЯ КРИВИЗНЫ ШТАНГ | 2015 |
|
RU2581701C1 |
| СТЕНД ДЛЯ ПРАВКИ ГРУЗОВЫХ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2008 |
|
RU2369502C1 |
Л
4ь43-it
/
