1
Изобретение относится к области производства микросхем, в частности к инструментам для групповой приварки проволочных выводов к контактным площадкам полупроводниковых приборов и ИС методом термокомпрессии и ультразвуковой сварки.
Известен инструмент для групповой приварки проволочных выводов, выполненный в виде иглы и содержащий рабочие площадки, количество которых равно количеству привариваемых выводов 1.
Недостатками этого инструмента является подрезка выводов, различная деформация их при перекосе инструмента или кристалла; смещение проволочных выводов относительно контактных площадок кристалла в случае расположения выводов под углом к контактным площадкам и плоскости кристалла при опускании инструмента за счет появления составляющей, направленной под углом к вертикальному перемещению проволоки; низкая стойкость инструмента, в связи с малыми размерами и массой рабочих площадок и сложность выполнения иаклонных рабочих площадок.
Целью изобретения является повыщение качества соединения и упрощение технологии изготовления инструмента.
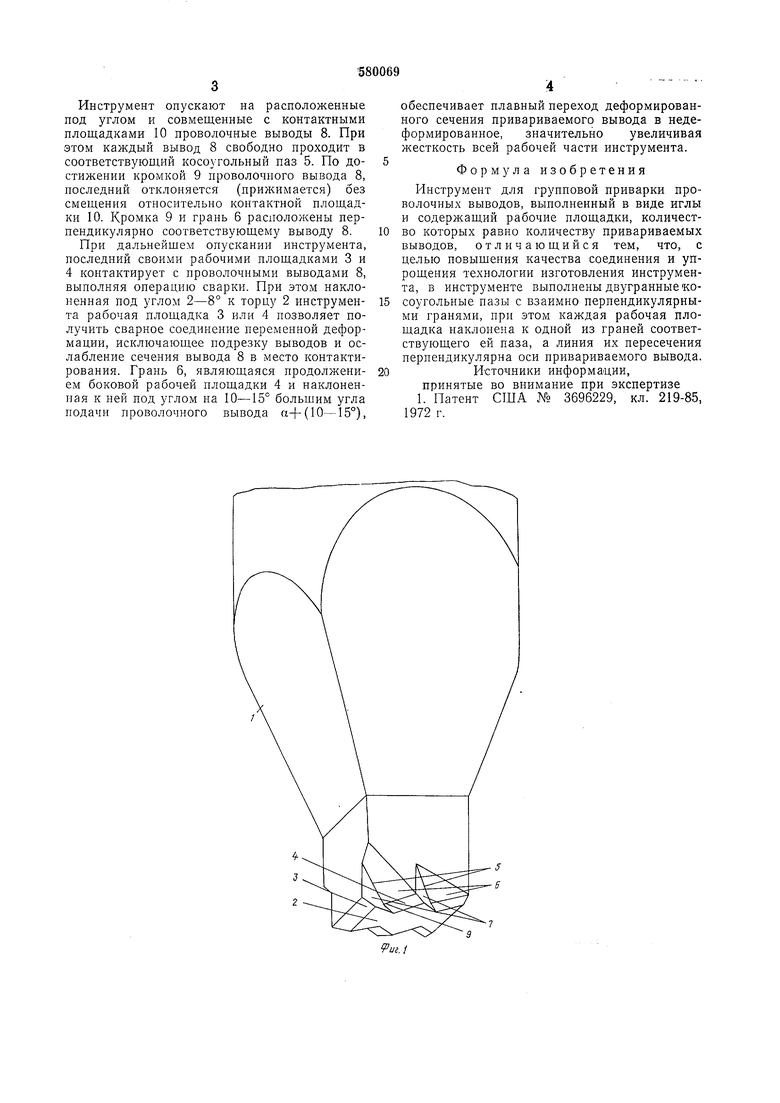
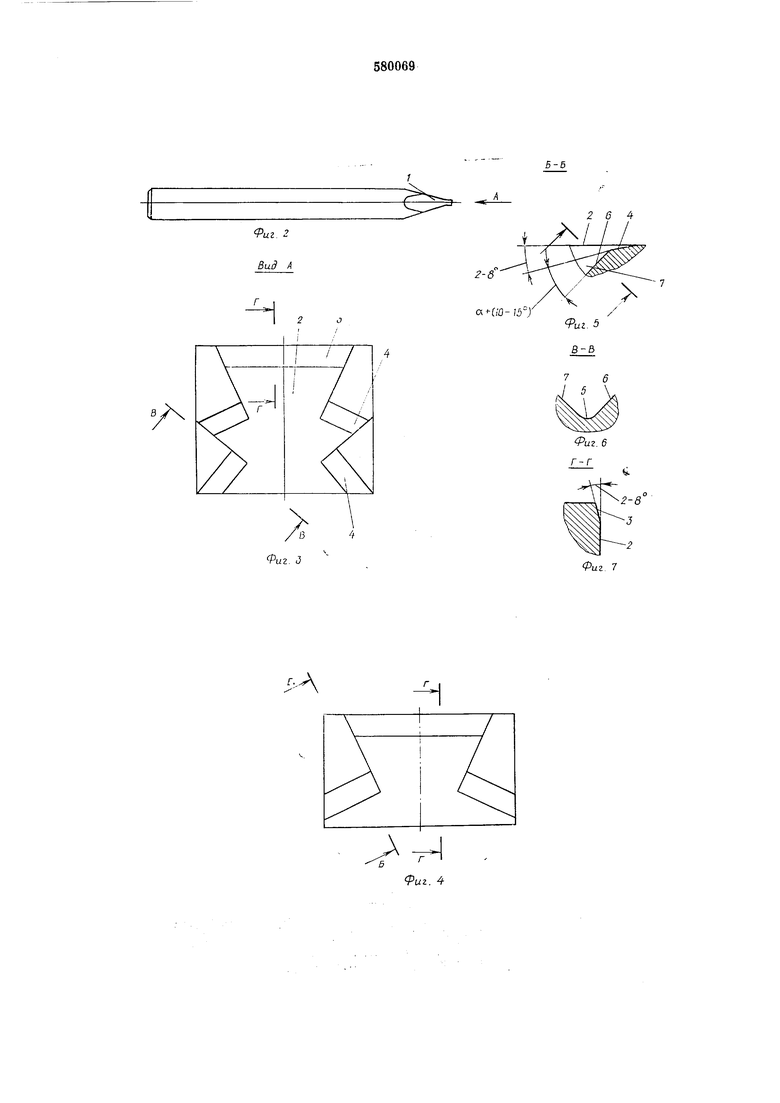
Поставленная пель достигается тем, что в инструменте выполнены двугранные косоугольные пазы с взаимно перпендикулярными гранями, при этом каждая рабочая площадка наклонена к одной из граней соответствующего ей паза, а линия их пересечения перпендикулярна оси привариваемого вывода. На фиг. 1 показан предлагаемый инструмент в аксонометрии; на фиг. 2 - то же, вид в плане; на фиг. 3 - рабочий тореп инструмента для сварки пятивыводного прибора (вид А фиг. 2); на фиг. 4 - рабочий торец для сварки трехвыводного прибора; на фиг. 5 - разрез Б-Б фиг. 4; на фиг. 6 - разрез В-В фиг. 3; на фиг. 7 - разрез Г-Г фиг. 3; на фиг. 8 - топология разварки с наложением инструмента (пунктирная линия) для пятивыводного ирибора в момент сварки; на фиг. 9 - разрез Д-Д фиг. 8.
Инструмент для групповой ирнварки выполиеи в виде иглы 1. К торцу 2 под углом 2-8° прилегают рабочие площадки - центральная 3 и боковые 4, расположенные в двугранном косоугольном пазу 5, образованном взаимно перпендикулярными гранями 6 и 7. Грань 6 косоугольного паза 5 пересекается с боковой рабочей площадкой 4, а линия их пересечения, перпеидикулярная оси привариваемого вывода 8, образует кромку 9.
Инструмент для групповой приварки работает следующим образом.
Инструмент опускают на расположенные под углом и совмещенные с контактными площадками 10 проволочные выводы 8. При этом каждый вывод 8 свободно проходит в соответствуюидий косоугольный паз 5. По достижении кромкой 9 проволочного вывода 8, последний отклоняется (прижимается) без смещения относительно контактной площадки 10. Кромка 9 и грань 6 расположены перпендикулярно соответствующему выводу 8.
При дальнейшем опускании инструмента, последний своими рабочими площадками 3 и 4 контактирует с проволочными выводами 8, выполняя операцию сварки. При этом наклоненная под углом 2-8° к торцу 2 инструмента рабочая площадка 3 или 4 позволяет получить сварное соединение переменной деформации, исключающее подрезку выводов и ослабление сечения вывода 8 в место контактирования. Грань 6, являющаяся продолжением боковой рабочей площадки 4 и наклоненная к ней под углом на 10-15° большим угла подачи проволочного вывода а+(10-15°),
обеспечивает плавный переход деформированного сечения привариваемого вывода в недеформированное, значительно увеличивая жесткость всей рабочей части инструмента.
Формула изобретения
Инструмент для груиповой приварки проволочных выводов, выполненный в виде иглы и содержащий рабочие площадки, количество которых равно количеству привариваемых выводов, отличающийся тем, что, с целью повыщения качества соединения и упрощения технологии изготовления инструмента, в инструменте выполнены двугранные косоугольные пазы с взаимно перпендикулярными гранями, при этом каждая рабочая площадка наклонена к одной из граней соответствующего ей паза, а линия их пересечения перпендикулярна оси привариваемого вывода.
Источники информации,
принятые во внимание при экспертизе 1. Патент США № 3696229, кл. 219-85, 1972 р.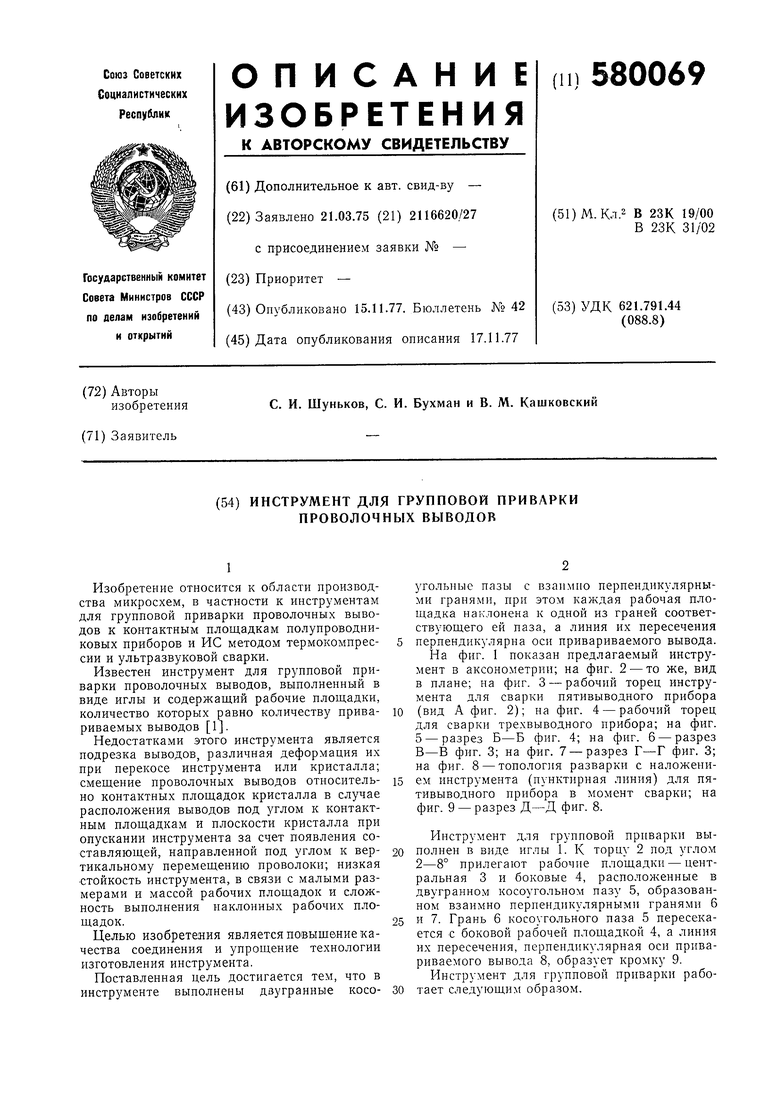
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРИВАГ»КИ ПРОВОЛОЧНЫХ ВЫВОДОВ | 1971 |
|
SU297090A1 |
| Установка для присоединения про-ВОлОчНыХ ВыВОдОВ | 1979 |
|
SU821100A1 |
| Устройство для групповой приварки проволочных выводов к микросхеме | 1977 |
|
SU694331A1 |
| ИНСТРУМЕНТ ДЛЯ Л\ИКРОСВАРКИ | 1970 |
|
SU288526A1 |
| Инструмент для микросварки | 1977 |
|
SU692710A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Инструмент для микросварки проволочных выводов | 1980 |
|
SU948582A1 |
| Инструмент для приварки проволочных выводов | 1977 |
|
SU725845A1 |
| Автоматическая установка для присоединения проволочных выводов внахлестку | 1978 |
|
SU740448A1 |
| ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ | 2001 |
|
RU2220830C2 |
264
fuz. 2 Вид A
Г I
В4
Фиг. J
2-8
a - lO-J5 /
76
Фиг. 7
, га
VTT-./ / / / /
/ / / / / / / / X / J / - / / / / / - / / J
с/ / / / / / / / /,
V/ / y///4
V//////// к / // /
.
чг.9
А
