I
Изобретение относится к станкам для обработки спинок лопаток широкой шлифовальной лентой и может быть использовано в авиационной, судостроительной и энергомашиностроительной промышленностях.
Известен ленточно-шлифовальный станок Д.ЛЯ обработки пера лопаток широкой шлифовальной лентой, у которого шпиндель обрабатываемого изделия установлен в качаюШ1ейся люльке и снабжен зубчатым колесом, входяшим в зацепление с зубчатым сектором, жестко закрепленным на станине. Такой станок с механизмом обката в виде люльки позволяет обрабатывать (раздельно) как спинку, так и корыто турбинных и компрессорных лопаток, обладает высокой производительностью, достаточной точностью и получил широкое применение в промышленности 1 .
Однако для обработки профилей лопаток разной кp визны и размеров требуются станки такого типа с разным межцентровым расстоянием механизма обката - расстоянием между осью шпинделя и осью качания люльки и большим диапазоном передаточных отношений, что требует большого количества моделей таких станков.
Цель изобретения - расширение технологических возможностей станка и обеспечение возможности сообшения люльке заданного формообразующего движения.
Это достигается тем, что механизм обката выполнен в виде кулачка с роликом и шестерни с зубчатой рейкой, причем кулачок и шестерня жестко закреплены на шпинделе изделия, ось ролика жестко закреплена на станине, а рейка поджата к шестерне и шарнирно соединена с кривошипом редуктора 10 привода механизма обката.
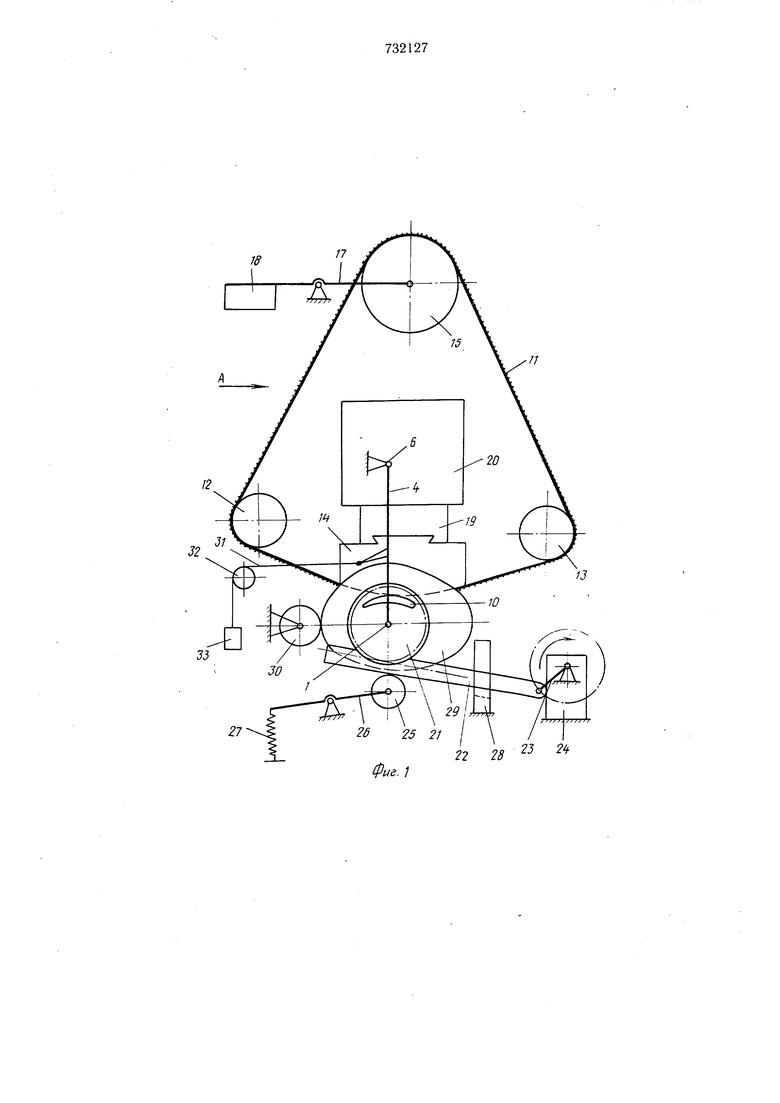
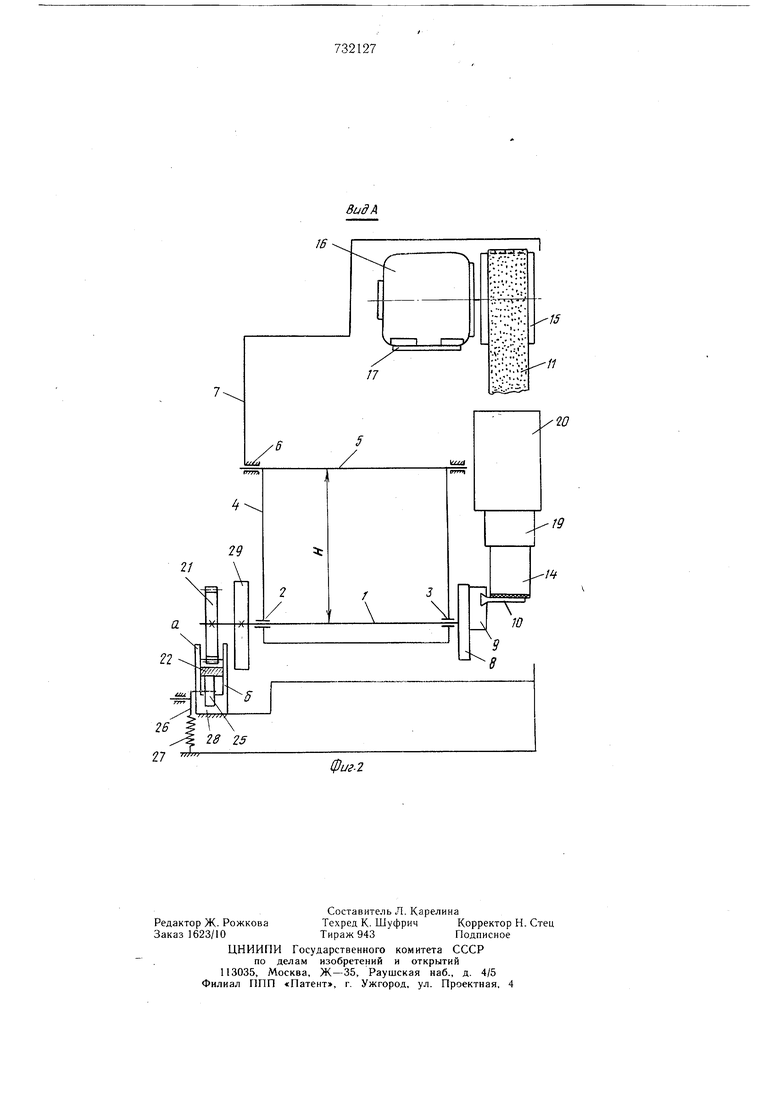
На фиг. 1 изображен предлагаемый станок, вид сбоку; на фиг. 2 - вид А фиг. 1.
Шпиндель 1 на подшипниках 2 и 3 установлен в люльке 4 механизма обката, имеюшей возможность качаться на оси 5, установленной на подшипниках 6 в станине 7 станка. На планшайбе 8 шпинделя 1 с помошью базового приспособления 9 крепится обрабатываемая лопатка 10.
Бесконечная шлифовальная лента 11 20 огибает направляющие ролики 12 и 13, контактный копир 14 и приводной шкив 15, являющийся одновременно и натяжным, для чего приводяший его во вращение электродвигатель 16 закреплен на коромысле 17,
на втором конце которого закреплен груз 18, величиной которого задают натяжение ленты. Контактный копир 14 закреплен на пиноли 19 механизма подачи 20.
Закрепленная на шпинделе 1 шестерня 21 входит в зацепление с зубчатой рейкой 22, шарнирно соединенной с кривошипом 23, установленным на выходном валу редуктора 24 привода механизма обката. Поджим зубчатой рейки 22 к шестерне 21 производится, например, свободно вращающимся роликом 25, установленным на коромысле 26, со вторым концом которого соединена пружина растяжения 27, а второй конец последней закреплен на станине станка. Вилка 28, закрепленная на станине, предохраняет зубчатую рейку 22 от бокового смещения.
На заднем конце шпинделя 1 закреплен -также кулачок 29, взаимодействующий с роликом 30, имеющим возможность свободно вращаться и ось которого закреплена на станине. Для поджима кулачка 29 к ролику 30 на люльке закреплен гибкий элемент - трос 31, перекинутый через свободно вращающийся ролик 32, ось которого закреплена на станине. На конце троса подвешен груз 33.
При работе станка шлифовальная лента И движется по контактному копиру 14, который по мере снятия припуска на обрататываемой лопатке 10 подают на врезание механизмом подачи 20. Кривошип 23 редуктора 24, вращаясь, перемещает зубчатую рейку 22, которая совершает сложное плоскопараллельноедвижепие, сообщая вращение через шестерню 21 шпинделю 1, вместе с которым поворачивается и кулачок 29, от взаимодействия которого с роликом 30 люлька 4 качается на оси 5, сообщая обрабатываемой лопатке 10 требуемое формообразующее движение обкатки ло копиру 14. При обычно имеющихся в современных станках межцентровых расстояниях Н 90-150 мм применение изобретения позволяет получить передаточные отношения порядка i 10...30, т. е. при определенных угловых поворотах люльки 4 на оси 5 углы поворота шпинделя 1 могут быть больше в 10... 30 раз. Это позволяет на одном и том же станке обрабатывать большое количество различных профилей турбинных и компрессорных лопаток.
Формула изобретения
Ленточно-шлифовальный станок для обработки лопаток, содержаший станину, механизм обката, выполненный в виде люльки, в которой на подшипниках установлен шпиндель изделия с закрепленной на нем шестерней: сообщающей ему повороты относительно оси, и привод механизма обката с кривошипом 1 отличающийся тем, что, с целью расширения его технологических возможностей и обеспечения возможности сообщения люльке заданного формообразующего движения обкатки, механизм обката выполнен в виде кулачка с роликом и шестерни с зубчатой рейкой, причем кулачок и шестерня жестко закреплены на шпинделе изделия, ось ролика жестко закреплена на
станине, а рейка поджата к шестерне и шарнирно соединена с кривошипом редуктора привода механизма обката.
Источники информации, принятые во внимание при экспертизе 1. Идзон М. Ф. Механическая обработка
лоааток ГТД. .М., 1963.
18
27
П
22 28
фиг.
JS
11
//
2/
2 Ы
Фиг.2
l/y/
19
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальный станок дляОбРАбОТКи лОпАТОК гАзОТуРбиННыХдВигАТЕлЕй | 1977 |
|
SU810454A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU931403A2 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Способ шлифования пера лопаток и копировальный станок | 1981 |
|
SU1013225A1 |
| Способ шлифования криволинейных поверхностей | 1976 |
|
SU732126A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Ленточно-шлифовальный станок | 1977 |
|
SU686850A1 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU657976A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1976 |
|
SU627949A2 |